
- Ortofosforo rūgštis srautui
- Prietaiso schema
- Kam skirta kanifolija?
- Akumuliatoriaus litavimo įrenginys
- Galios ir užduotys
- Pirmieji žingsniai: būsimo lituoklio rankenos-korpuso paruošimas
- Tiekimo laido griovelių paruošimas
- Srauto pasirinkimas
- Kas gali pakeisti litavimo rūgštį?
- Mažų skylių sandarinimo instrukcijos
- Pagrindinės darbo procedūros
- Metalų litavimo ypatybės
- Galimi gedimai
- Svarbi detalė – lituoklio antgalis
- Litavimo galimybės
- Galutinis 12 V lituoklio surinkimas
- Treniruotės
- darbo vieta
- Lituoklio pasirinkimas pagal galią
- Lituoklis darbui
- Dalys litavimui
- Litavimo rūgštis fosforas
- Parengiamasis etapas
- Litavimo operacijų rūšys
Ortofosforo rūgštis srautui
Antrasis įprastas litavimo rūgšties tipas yra fosforo rūgštis H3PO4. Taip pat idealiai pašalina oksido plėvelę nuo metalinių paviršių ir neleidžia jai atsinaujinti.
Nuoroda: H3PO4 (ortofosforo rūgštis) yra daugelio metalo apdirbimui skirtų antikorozinių junginių komponentas.
Norint atlikti kokybišką nikelio arba chromo elementų litavimą, tokia rūgštis naudojama neskiesta. Tuo pačiu metu jį naudojant paruoštoje kompozicijoje yra 1/3 etanolio arba etilo alkoholio.
SVARBU ŽINOTI: titano suvirinimo technologija ir ypatybės
Fosforo rūgšties dalis yra 32%, o 6% tenka kanifolijai.
Labai dažnai H3PO4 derinamas su cinko chloridu, o jo masė gatavame sraute gali siekti 50%.
Fosforo rūgšties naudojimas neapsiriboja nikelio lydinių litavimu, ji naudojama nerūdijančio plieno, vario, aliuminio ir mažai legiruoto plieno elementams sujungti.
Ortofosforo rūgštis yra klasikinio aktyvaus srauto „F-38 N“ komponentas, kurio naudojimas leidžia lituoti vario lydinius ir gryną varį, įvairius plienus ir chromo-nikelio lydinius.
„F-38 N“ yra puiki galimybė atlikti darbo eigą sunkiai pasiekiamose vietose, ji turi galimybę apsaugoti lituojamus elementus nuo korozijos.
Vaizdo įrašas:
„F-38 N“ sudedamosios dalys yra: druskos rūgšties dietilaminas ir 25 % ortofosforo rūgštis.
Ortofosforinė litavimo kompozicija pasižymi atsparumu ugniai ir sprogimui
Tuo pačiu metu rekomenduojama produktą laikyti ir naudoti laikantis visų atsargumo priemonių.
Patekus ant odos, plaukite mažiausiai 10 minučių po tekančiu vandeniu.
Prietaiso schema
Įrenginys neturi sudėtingų konstrukcijų ir techninių detalių. Grandinės schema yra gana aiški ir jūs galite lengvai surinkti galingą lituoklį savo rankomis. Visą įrenginio komplektą sudaro:
- Strypas pagamintas iš varinės medžiagos.
- Metalinis korpusas.
- Metalinis vamzdis.
- šildymo komponentas.
- Izoliacinė rankena.
- Šakė.
- Viela (maitinimo elementas).

Žemos įtampos lituoklis
Ko reikia norint pagaminti naminį 220 voltų lituoklį? Elektros saugos sumetimais rekomenduojame gaminti žemos įtampos 12-14 voltų lituoklį, nors surinkimo principas nesiskiria pagrindinėmis savybėmis. Darbui jums reikės šių medžiagų, įrankių:
- Įkraunama ličio jonų baterija Galite naudoti senas baterijas iš nešiojamojo kompiuterio arba atsuktuvo.
- Mažas varinės vielos gabalas, pageidautina iki 2 mm skersmens. Ilgis ne didesnis kaip 6 cm, mums reikės šio segmento kaip spiralės apvija.
- Vamzdžiai pagaminti iš karščiui atsparaus stiklo pluošto. Pageidautina, kad vamzdžių skersmuo būtų 3,8 mm ir 1 mm. Toks vamzdis yra skirtas metaliniam šildymo komponento korpusui. Arba galite naudoti neveikiančio virdulio izoliacinę medžiagą.
- Viela yra nichrominė, rekomenduojama paimti 0,3 mm skersmens laidą. Ieškokite medžiagos sename, sulūžusiame plaukų džiovintuve. Tokio laido ilgį parinksime empiriškai, atsižvelgdami į visas pagrindines įrenginio konstrukcines talpas, įskaitant bateriją, jei planuojate jį montuoti ant lituoklio, o ne elektros laido.
- Nedidelis segmentas iš 4 mm skersmens teleskopinės antenos, tokios dalies ilgis apie 3 cm.
- Įgėlimui imame nedidelį viengyslės varinės vielos gabalėlį. Skersmuo geriausia paimti 3,8 mm greičiu.
- Viela, skirta maitinimo šaltiniui prijungti prie lituoklio.
- Rankenai pasirenkame medinį arba plastikinį vamzdį su geromis elektros izoliacinėmis savybėmis.
Iš esmės tai yra medžiagų rinkinio, skirto pradėti užduotį, kaip savo rankomis pasigaminti lituoklį, pagrindas.
Kam skirta kanifolija?
Nedaug žmonių žino, kodėl lituojant reikia kanifolijos. Norėdami atsakyti į šį klausimą, turite suprasti, kad tai yra dervinga medžiaga, kuri yra srautas. Jungiant dalis su lituokliu, ant apdirbamo paviršiaus susidaro oksido plėvelė. Tai neleidžia lituoti dalių sujungti. Norėdami pašalinti šią plėvelę, turite naudoti fliusą arba kanifoliją. Dervinga medžiaga efektyviai susidoroja su šia užduotimi esant aukštesnei nei 150 laipsnių temperatūrai.









Lituojant kanifolija naudojama jungčių parametrams pagerinti. Tai padės susidoroti su problemomis, susijusiomis su nepakankamu litavimo srautu. Jis gali lėtai užpildyti siūlę ir sumažinti jungties stiprumą. Dažniausiai naudojama derva namų renovacijai. Gamyboje naudojamos rimtos kompozicijos su patobulintomis savybėmis ir savybėmis.
Derva gali būti naudojama ne tik radijo komponentų ir laidų litavimui. Jo pagrindu gaminami lakai ir dažai. Tai vienas iš plastiko gamybos komponentų. Su jo pagalba apdorojamos muzikos instrumentų stygos. Kino pramonėje efektams kurti naudojama kanifolija.
Kanifolija, kanifolijos savybės ir litavimo savybės
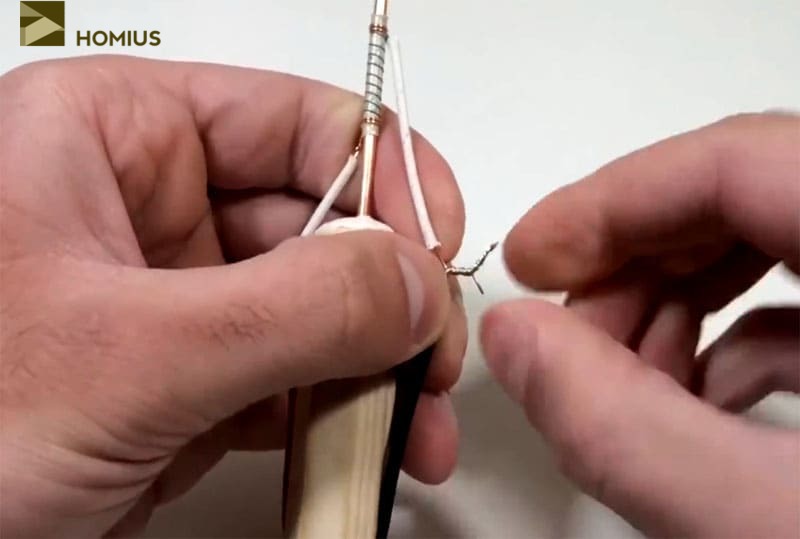
Akumuliatoriaus litavimo įrenginys
Suprasdami, kaip pakeisti įprastą lituoklį, pirmiausia rekomenduojama atkreipti dėmesį į šį įrenginį. Su juo bus galima lituoti net labiausiai nepasiekiamose vietose be elektros prieigos, aukštyje ir pan.
Norėdami surinkti tokį naminį lituoklį, jums reikės šių dalykų:
- Baterija.
- Lituokite kanifolija.
- Pora laidų.
- Grafitinis pieštukas.
- Krokodilo klipas.
Tiesą sakant, procesas, atliekamas naudojant tokį naminį lituoklį, yra ne litavimas, o suvirinimas. Viskas daroma taip. Paimi 2 laidus ir suvynioji porą apsisukimų litavimo ant viršaus su kanifolija viduje. Tada prie lituojamų gaminių turite prijungti bet kurį akumuliatoriaus elektrodą. Antrąjį elektrodą prijunkite prie pieštuko grafito laido. Pirmiausia jį reikia išvalyti. Tada turite paliesti litavimo strypą sekundės dalį. Atsiras lankas, veikiant aukštai temperatūrai, lydmetalis akimirksniu išsilydys, o tai užtikrins labai patikimą litavimą.
Šis metodas tinka ne didesnio kaip 1 mm skersmens laidams prijungti. Jei šiek tiek ilgiau laikysite grafito strypą ant laidų galiukų, galite suvirinti varinius laidus. Prieš naudojant tokį lituoklį, rekomenduojama šiek tiek pasipraktikuoti su nereikalingais gaminiais.
Galios ir užduotys
- Lituoklis mikroschemoms - galia 10-20 W
- Lituoklis radijo komponentams - galia 30-40 W
- Universalus lituoklis - 60 W
- Lituoklis storiems laidams ir didelėms dalims - 80-100 W
Parduodant galima rasti ir galingesnių lituoklių – nuo 100 W, kurie naudojami grubiam korpuso konstrukcijų remontui lauko sąlygomis. Tačiau šiems tikslams, mūsų nuomone, geriau naudoti specialų plaukų džiovintuvą arba pūtiklį.
Atsakydami į klausimą, kurį lituoklį pasirinkti mikrograndams, iš karto pabrėžiame, kad šiuo klausimu pagrindinis sunkumas yra tuo pačiu metu ištirpsta visų mikroschemos kojų litavimo taškai. Todėl būtent mikroschemoms (atminties lustams, valdikliams ir pan.) reikia atsargiai naudoti litavimo džiovintuvą arba lituoklį, kad išlydytų kiekvieno kontakto vietą ir specialiu įrankiu (varinės vielos pynimu arba išlitavimu). siurblys), kad pasirinktumėte iš jo skardą. Šiems tikslams tinka 20-30 vatų galios lituoklis.
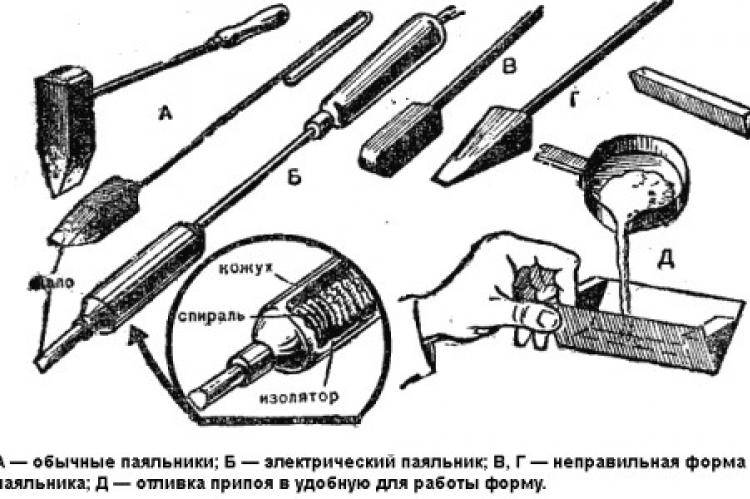
Pirmieji žingsniai: būsimo lituoklio rankenos-korpuso paruošimas
Pirmiausia buvo paimta medinė rankena (geriau paimti beržą ar klevą), pasukta „po ranka“ ir nušlifuota. Jai galima duoti bet kokią formą, bet pirmą kartą papildomo darbo nedirbau. Taip pat nereikėtų gaminti per ilgai, nors čia skonio reikalas.
 Medinė rankena, skirta naudoti kaip rankena
Medinė rankena, skirta naudoti kaip rankena
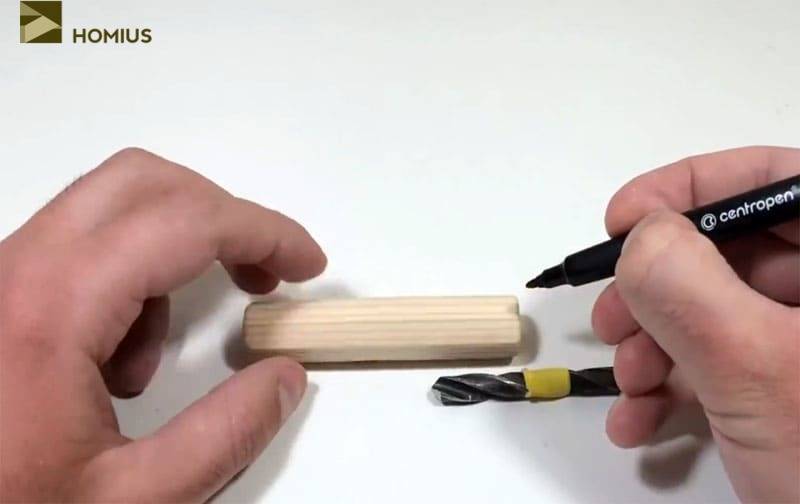
Toliau į darbą įstojo grąžtas storu grąžtu, ant kurio elektrinės juostos pagalba pažymėjau skylės ribotuvą. 2-3 cm gylio 12 V mini lituokliui visiškai pakako. Rankenos centre nuo galo padaryta skylė bus skirta prijungti maitinimo lizdą ir pritraukti laidus prie šildymo elemento.
Galinėje pusėje buvo išgręžta identiška skylė, kuri bus skirta lituoklio antgalio montavimui.
 Iš abiejų lituoklio rankenos pusių išgręžiame tas pačias skylutes
Iš abiejų lituoklio rankenos pusių išgręžiame tas pačias skylutes
Tiekimo laido griovelių paruošimas
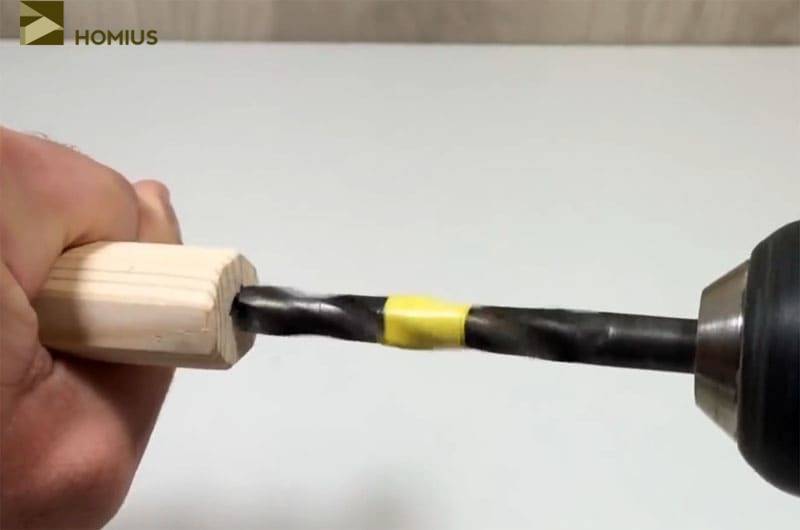
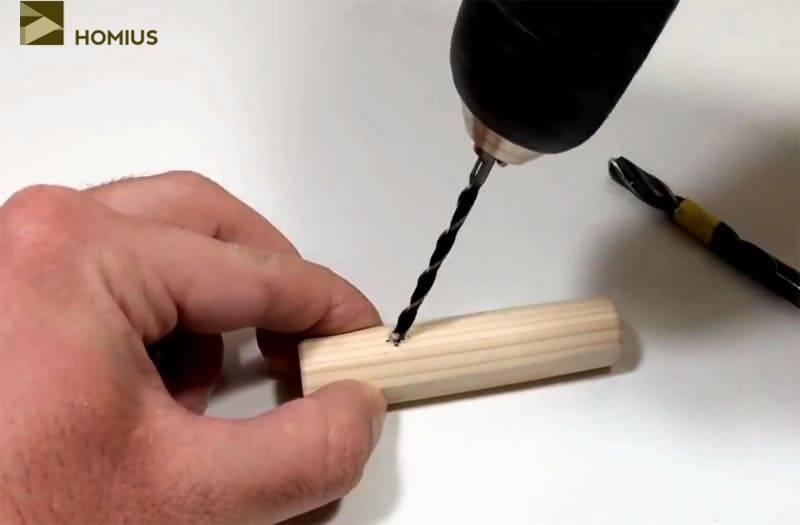
2-3 cm atstumu nuo krašto, kur planuojama įrengti elektros kištuko lizdą, pažymime dvi skylutes (priešingose pusėse). Atstumo matavimo patogumui galite naudoti tą patį grąžtą, kurio gylis pažymėtas elektrine juostele.Žymekliu nustatę skylių vietą, vėl imame grąžtą, bet jau plonesniu grąžtu.
 Pažymime laidų skylių gręžimo taškus
Pažymime laidų skylių gręžimo taškus
Gręžimas po laidais turi būti atliekamas nedideliu kampu – taip vėliau bus lengviau juos ištempti. Dėl to turėtų pasirodyti taip, kad viela patektų iš galo ir, šiek tiek sulenkus, būtų nutiesta toliau, į priešingą rankenos galą, ant kurio bus lituoklio antgalis.
 Plonesnių skylių gręžimas kampu, kad būtų lengviau nutiesti laidus
Plonesnių skylių gręžimas kampu, kad būtų lengviau nutiesti laidus
Dabar reikia įsitikinti, kad iš maitinimo lizdo išilgai rankenos besitęsiantys laidai netrukdo dirbant su lituokliu. Norėdami tai padaryti, nuo skylių iki krašto, kuriame bus įgėlimas, išpjaunu griovelius. Tai lengva padaryti naudojant įprastą kanceliarinį peilį. Žinoma, jei rankena būtų iš pušies, per pluoštus būtų daug lengviau perpjauti, bet tokia medžiaga buvo „pažymėta“ iš karto. To priežastis – nebuvo numatytas papildomas rankenos padengimas, o tai reiškia, kad darbo metu buvo tikimybė, kad rankos gali susitepti derva.
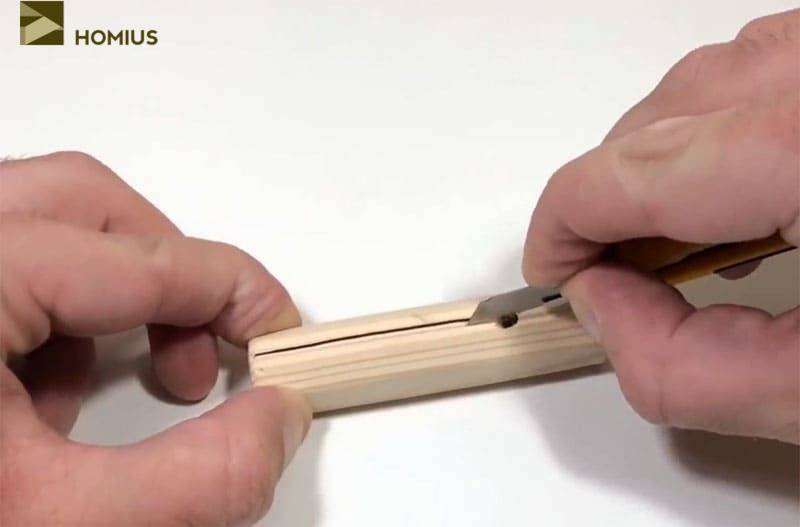 Išpjauname griovelius, į kuriuos vėliau bus klojama viela
Išpjauname griovelius, į kuriuos vėliau bus klojama viela
Iškirpus griovelius, patartina juos šiek tiek išdirbti įprasta apvalia adatine dilde. Iš tiesų, nepaisant rankų darbo 12 V lituoklio, jie turėtų veikti, o tai reiškia, kad tikslumas čia visai nebus nereikalingas. Rezultate gavome rankenėlę su skylutėmis iš abiejų pusių ir grioveliais vielai, kuri paruošta tolimesniam darbui - laidų litavimo įrenginio užpildo surinkimui.









 Rankena paruošta, galite pradėti montuoti
Rankena paruošta, galite pradėti montuoti
Srauto pasirinkimas
Kalbama apie varinių dalių litavimą.Geležies ir aliuminio atveju yra specialių rūgščių kompozicijų, tai yra atskiros medžiagos tema.
Tiesą sakant, tai yra kiekvieno asmeninis pasirinkimas. Jums tereikia išbandyti įvairias kompozicijas ir pasirinkti geriausią. Kažkam patinka litavimo riebalai (konsistencija kaip tepalas), kitiems patinka skystas srautas. Kalbėsime apie tradicinę kanifoliją.
Tiksliau – kaip taisyklingai juo lituoti.
Šis pušies dervos pagrindu pagamintas fliusas pasižymi puikiomis valymo savybėmis. Jis užtikrina mechaninį ir cheminį valymą, be to, gerai apsaugo paviršių nuo oksidacijos kaitinant. Yra tik vienas trūkumas: gryna kanifolija yra kieta. Tai reiškia, kad jo negalima iš anksto pritaikyti prie jungiamų dalių. Tačiau technologija yra
- paliesdami kanifoliją lituoklio antgaliu, paimame ant jo litą;
- lituokliu panardiname detalės kojeles arba vielą į srautą (jis tirpsta), o paviršius padengiamas plonu litavimo sluoksniu;
- lygiai taip pat lituoti litavimo vietą;
- alavuotą dalį (laidą) sujungiame su litavimo vieta;
- lituokliu palieskite srautą, tada paimkite lituoklį, vėl pamerkite į kanifoliją;
- nedelsdami perkelkite įgėlimą į litavimo vietą.
Dalys taip lituojamos dešimtmečius. Su tam tikru įgūdžiu, apribojimais pagal medžiagų pasirinkimą nėra ryšio. Ši technika idealiai tinka treniruotėms. Jei įvaldysite tai, kiti metodai atrodys dar lengvesni.
Kas gali pakeisti litavimo rūgštį?
Nėra daug medžiagų, kurios gali būti laikomos šios rūgšties alternatyva. Kai kurie iš jų lengvai paruošiami namuose, nors ne visada pavyksta išgauti norimas savybes.
Viena iš paprasčiausių ir prieinamiausių medžiagų, kurią galima naudoti vietoj litavimo rūgšties, yra įprasto aspirino vandeninis tirpalas. Norint jį gauti, tereikia paimti tabletę, sutrinti, kad greičiau ištirptų, supilti į indą su vandeniu ir gerai išmaišyti, kol neliks nė vienos kietos dalelės. Gauto tirpalo naudojimas yra panašus į kitų tipų srautą. Neabejotinas tokios medžiagos pranašumas yra jos absoliutus nekenksmingumas ir saugumas.
Taip pat galite naudoti citrinos arba acto rūgštį, tačiau jos nėra tokios veiksmingos kaip litavimas. Jie jau parduodami atskiesto pavidalo, todėl papildomų manipuliacijų su jais nereikia.
Kitas variantas yra koncentruota druskos rūgštis. Tai vienas iš pagrindinių originalaus srauto komponentų, bet taip pat gali būti naudojamas namuose gaminti litavimo rūgštį. Dėl didelio agresyvumo jis leidžia kokybiškai atsikratyti įvairiausių rūšių taršos ir garantuoja patikimą apsaugą. Tačiau jis yra pavojingas sveikatai ir gali ėsdinti jautrias dalis, todėl į šiuos aspektus reikia atsižvelgti lituojant.
Pasiteisino aktyvūs litavimo riebalai, kurie puikiai susidoroja su tarša. Be to, jo neabejotinas pranašumas yra paprastas naudojimas ir paprastas išdėstymas ant gaminio paviršiaus. Tačiau, kaip ir litavimo rūgštis, tai labai agresyvi medžiaga, kelianti pavojų žmonių sveikatai ir nerekomenduojama naudoti su plonais metalo gaminiais.
Verta alternatyva litavimo rūgščiai yra fosforo rūgštis.Lengva naudoti, nebrangi, puikiai susidoroja su oksidais, riebalais ir kitomis plėvelėmis bei nuosėdomis, tačiau kartu yra švelnus metalams.
Jei po ranka nėra originalios litavimo rūgšties, galite savarankiškai paruošti jos pakaitalą namuose. Žinoma, ji neturės tokios turtingos kompozicijos, bet vis tiek puikiai susidoros su jai pavestomis užduotimis.
Mažų skylių sandarinimo instrukcijos
Šis metodas tinka mažoms skylėms sandarinti. skersmuo iki 5-7 mm, pavyzdžiui, nesandariuose induose. Pirmiausia reikia kruopščiai išvalyti plotą aplink skylę. Padarykite tai švitriniu popieriumi, dilde arba tarkuota plyta. Jei ketinate lituoti emaliuotus gaminius, pirmiausia turite pašalinti emalį maždaug 5 mm aplink skylę. Norėdami tai padaryti, pritvirtinkite metalinio objekto kampą prie skylės krašto ir švelniai bakstelėdami plaktuku numuškite emalį.
Kruopščiai nuvalykite pliką metalą. Paimkite smulkiai supjaustytą kanifoliją ir užpildykite juo litavimo vietą. Esant išgraviruotai druskos rūgščiai, padenkite gaminį ja. Iš gaminio vidaus ant skylės uždėkite skardos gabalėlį arba, dar geriau, tretniką. Toliau reikia šildyti gaminį. Tai galima padaryti virš žibalinės ar spiritinės lempos, tiks primusinė viryklė, tiks net elektrinė viryklė. Kalbant apie emaliuotus indus, pirmenybė teikiama spiritinei viryklei. Jis sušildys nedidelę gaminio dalį ir nepažeis likusios emalio dalies. Palaukite, kol skarda išsilydys, ir nukelkite indus nuo ugnies. Išlydyta skarda užtikrins tvirtą ir patikimą litavimą.
Pagrindinės darbo procedūros
 Technologinis žemėlapis arba „teisingo“ litavimo lituokliu schema siūlo tokią operacijų atlikimo tvarką.
Technologinis žemėlapis arba „teisingo“ litavimo lituokliu schema siūlo tokią operacijų atlikimo tvarką.
Prieš tiesiogiai lituojant, lituojamų objektų paviršiai nuvalomi nuo didelių nešvarumų ir korozijos nuosėdų, po to juos reikia nuvalyti iki būdingo blizgesio.
Po to detalių litavimo taškai apdorojami iš anksto paruoštu fliusu, per kurį galima pagerinti sąlygas lydmetalio pasklidimui per kontaktinį paviršių.
Tada padas arba litavimo vieta yra padengiama apsauginiu skardavimu, kurio esmė yra ant jų užtepti išlydytą litą iki skystos būsenos. Tuo pačiu metu eksploatacinė medžiaga tolygiai pasiskirsto ant lituojamų dalių paviršiaus ir užtikrina patikimos šiluminės jungties susidarymą.
Ruošiant detales skardavimui pirmenybė teikiama pastos pavidalo fliusams, kurie patogiai tepami ir lengvai nuplaunami. Prieš apdirbant ir lituojant, dalys iš anksto sujungiamos mechaniniu sukimu arba suspaudimu replėmis.
Po tvirtinimo ant jų vėl užtepamas fliusas, o kontaktinis taškas šildomas tuo pačiu metu į jį įdedant litavimo strypą (jo sudėtis gali skirtis nuo medžiagos, kuri buvo naudojama skardavimui).
Neįmanoma išmokti tinkamai lituoti savo rankomis, jei neišmoksite skardinti lituoklio antgalio. Alavavimui, lituokliui visiškai įšilus, darbinį antgalį reikia tvirtai prispausti prie bet kokio folija padengto paviršiaus ir juo patrinti išlydytą kanifoliją su lituokliu.









Šią operaciją reikia kartoti tol, kol ant vario taško kraštų atsiras būdinga lydmetalio plėvelė, užtikrinanti gerą sukibimą su bet kokiu metalu.
Klausimas, kaip tinkamai lituoti, kyla kartu su susidomėjimu, kodėl reikia lituoti ir ką su juo galima padaryti. Anksčiau daugiausia buvo lituojami puodai ir samovarai, tačiau šiandien galima lituoti ir aukštųjų technologijų dalykus.
Metalų litavimo ypatybės
Norint kokybiškai prijungti, svarbu laikytis tam tikrų nurodymų, darbas skiriasi nuo litavimo paprastu lydmetaliu. Litavimo rūgštis naudojama daugeliu atvejų, prieš pradedant darbą svarbu atlikti šiuos veiksmus:
Litavimo rūgštis naudojama daugeliu atvejų, prieš pradedant darbą svarbu atlikti šiuos veiksmus:
- Grubus nešvarumus, metalo oksidaciją nuvalome švitriniu popieriumi arba dilde.
- Flusas atsargiai tepamas teptuku arba specialiu dozatoriumi, tirpalas yra skystos būsenos, todėl lengvai pasiskirsto paviršiumi.
- Skardavimas įvyksta naudojant litavimą, gaminiai tvirtinami kartu.
Pasibaigus procesui, būtina pašalinti likusį tirpalą. Tai galite padaryti naudodami įprastą muiluotą vandenį arba sodos tirpalą.
Jei radote klaidą, pasirinkite teksto dalį ir paspauskite Ctrl+Enter.
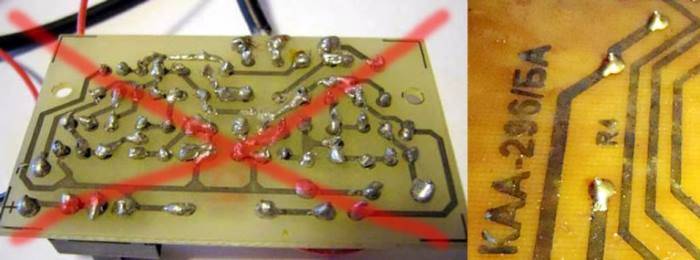
Galimi gedimai
 Dažniausias lituoklio gedimas (nepriklausomai nuo tipo ir galios) yra šildytuvo apvijos arba dalinio perjungimo grandinės perdegimas.
Dažniausias lituoklio gedimas (nepriklausomai nuo tipo ir galios) yra šildytuvo apvijos arba dalinio perjungimo grandinės perdegimas.
Tai pasireiškia tuo, kad lituoklis visiškai neįkaista, tai yra, praranda savo efektyvumą.
Paprastai atskirų posūkių uždarymas laikui bėgant taip pat veda prie visos spiralės išdegimo, kai įprastas remontas nebepadeda, o spiralė turi būti visiškai atsukta. Palankiausiomis sąlygomis lituoklio šildymo trūkumas gali būti dėl šių priežasčių:
- prastas kontaktas įtampos tiekimo laido ir apvijos galų (spiralės) sandūroje;
- tinklo kištuko gedimas;
- vienos iš paties laido šerdies lūžis.
Visi šie gedimai nustatomi vizualiai apžiūrint arba naudojant testerį, įjungtą „Tęstinumo“ režimu, po kurio atliekamas remontas.
Svarbi detalė – lituoklio antgalis
Litavimo kokybė ir naudojimo patogumas labai priklauso nuo lituoklyje naudojamo antgalio. Iš vario strypo padarytas geluonis gerai praleidžia šilumą, prie jo puikiai prilimpa lydmetalis. Tačiau kaitinant toks įgėlimas nuolat pasidengia oksidais ir apanglėja, dėl to jį reikia nuolat valyti.
Kitas antgalio tipas yra nikeliuotas metalinis strypas. Jis išsiskiria tuo, kad nėra nemalonaus masto susidarymo ir yra patogus juvelyrikos darbuose su mažomis detalėmis. Bet jo negalima išvalyti, nes. tai gali nulupti dangą ir prarasti lydmetalio lipnumą.
Dauguma šiuolaikinių lituoklių turi aštrų kūginį antgalį. Tai leidžia saugiai paliesti gretimą laidą, kad priartėtumėte prie radijo komponento kojos ir jį apdorotumėte.
Lituoklio rinkiniai taip pat gali būti su plokščiais antgaliais. Tokia forma geriau perduoda šilumą į masyvią detalę ir leidžia greitai ją įkaitinti ir lituoti arba atvirkščiai – lituoti.
Litavimo galimybės
Yra daugiau nei pakankamai galimybių panaudoti savo gebėjimą tinkamai lituoti metalines dalis ir gaminius. Tokiu būdu atliekama daug surinkimo ir remonto operacijų. Štai keletas svarbiausių:
- galima lituoti varinius vamzdžius, kurie yra šilumokaičių ir šaldymo agregatų vidinių linijų dalis;
- įvairių elektroninių grandinių litavimo elementai;
- atlikti remontą, lituoti papuošalus, akinius;
- pritvirtinkite karbido pjovimo įdėklus ant metalo apdirbimo įrankių laikiklių;
- kasdieniame gyvenime taip pat dažnai naudojamas litavimas, kai reikia tvirtinti plokščias varines dalis ant metalizuotų lakštinių ruošinių paviršių;
- galimybė kokybiškai skardinti paviršius gali būti naudinga apsaugant metalines konstrukcijas nuo korozijos.
Be to, atliekant nagrinėjamą procesą, galima lituoti detales, pagamintas iš skirtingos struktūros metalų, taip pat sandarinti įvairių tipų standžius sujungimus.
Galutinis 12 V lituoklio surinkimas
Paskutiniam surinkimo etapui reikėjo dar 2 plonos karščiui atsparios kambros gabalų. Jie buvo aprengti ant plonų varinių vielų „ūsų“, prie kurių buvo pritvirtintas kaitinimo elementas. Laisvieji jų galai buvo susukti iš elektros lizdo einančiomis laidais. Po to pagalvojau, kad būtų neblogai ant rankenos sumontuoti nedidelį perjungimo jungiklį, kuris leis išjungti šildytuvo įtampą netraukiant maitinimo šaltinio iš lizdo ar lizdo lituoklio rankenoje. Bet tai yra ypatinga. Jei kas nors iš skaitytojų rinks tokį įrenginį, verta turėti omenyje šią galimybę.









 Laidus susukame kuo tvirčiau – kontaktas turi būti geras
Laidus susukame kuo tvirčiau – kontaktas turi būti geras
Treniruotės
darbo vieta
Jie visada lituoja esant normaliam bendram apšvietimui (ne prastesniam kaip 500 liuksų), esant reikalui sukuria patogesnes sąlygas, naudoja vietinio apšvietimo šaltinį.
Reikėtų pasirūpinti gera ventiliacija. Geriausius rezultatus pasiekia gartraukis, jo nesant, jie su pertraukomis lituojami, kad patalpa vėdėtų nuo kanifolijos garų (kas valandą intensyviai dirbant).
Lituoklio pasirinkimas pagal galią
Lituokliuojamas įvairios talpos lituokliais. Paprastai manoma, kad:
- mažos galios lituokliai (20 - 50 W) yra patogūs darbui su elektronika, leidžia lituoti plonus laidus;
- 100 vatų įrankiu lituojami vario sluoksniai, kurių storis ne didesnis kaip 1 mm;
- 200 W ar daugiau leidžia lituoti tokias masyvias dalis, kurioms iš pradžių reikia naudoti galingus lituoklius.
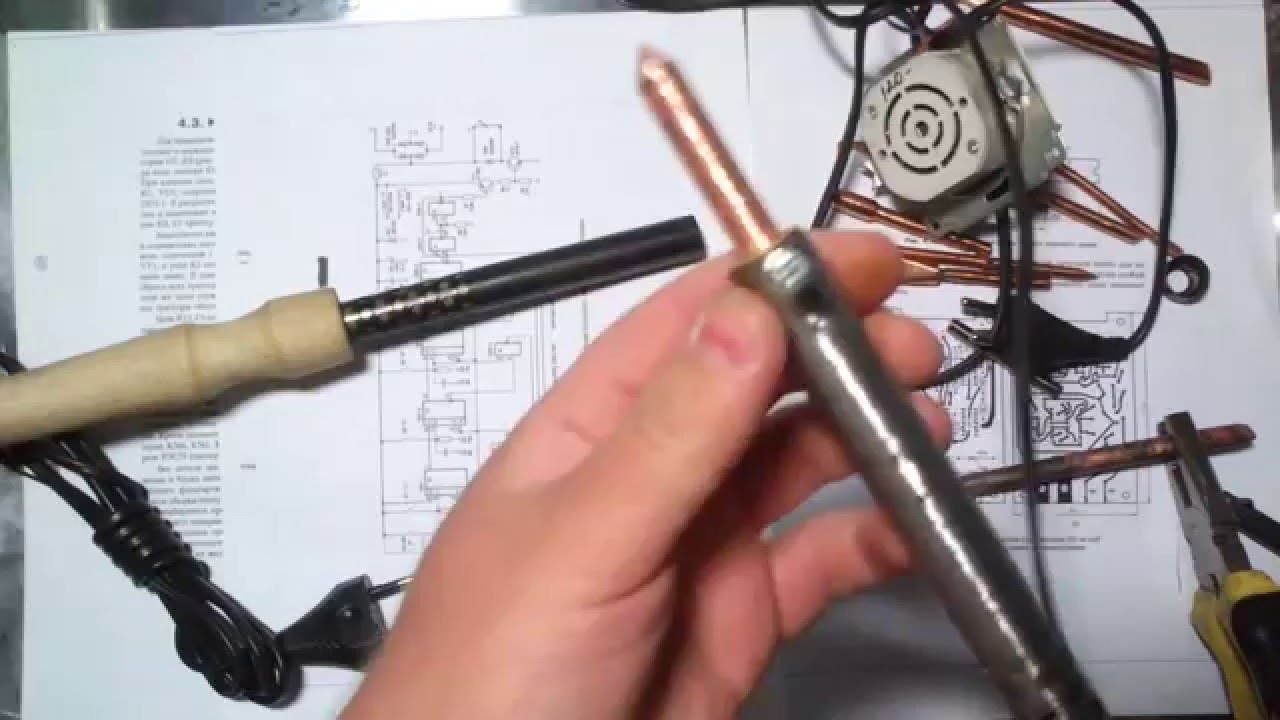
Vizualiai įvertinti įrenginio galią nesunku: 50 vatų lituoklis pasirodo kiek didesnis už plunksnakotį, o 200 vatų lituoklio bendras ilgis siekia apie 35-40 cm.
Lituoklis darbui
Prieš pirmąjį naudojimą Iš korpuso reikia pašalinti gamyklinio tepalo likučius. Perdegimas sukelia dūmų ir nemalonaus kvapo atsiradimą. Todėl lituoklis įjungiamas per ilginamąjį laidą, ketvirtį valandos iškeliant jį į gatvę per langą.
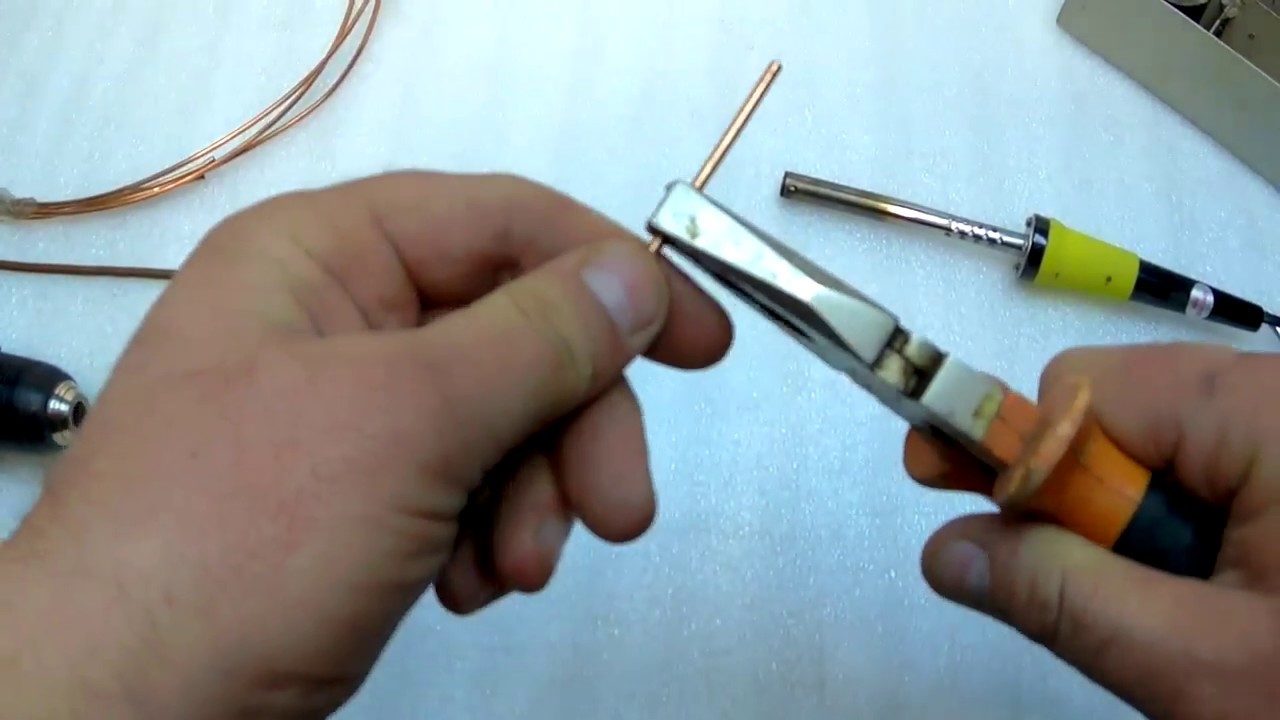
Tada lituoklio antgalis nukaldinamas plaktuku: varinis sandariklis padidina tarnavimo laiką. Įgėlimo galiukas yra tokios formos:
- kampu arba ant pjūvio - taškiniam darbui (pavyzdys parodytas 5 pav.);
- peilio formos - su tokiu įgėlimu vienu metu lituojami keli kontaktai (būdinga mikroschemoms);
- specialūs - jie lituoja kai kurių tipų radijo komponentus.
5 pav. Universalaus lituoklio antgalio galandimo ir tinkamo jo darbo srities skardinimo pavyzdys
Prieš pradėdami lituoti, nuvalykite antgalį nuo oksido plėvelės. Ši procedūra atliekama smulkiagrūdžiu švitriniu popieriumi arba aksomine dilde, taip pat cheminiu būdu: panardinant į kanifoliją. Išvalytas įgėlimas skardinamas lydmetaliu.
Jei reikia, taške galite lituoti galingu lituokliu. Norėdami tai padaryti, ant jo galiuko suvyniojama 0,5–1 mm skersmens varinė viela, laisvuoju galu kaitinant lydmetalį.
Dalys litavimui
Litavimas visada keliais etapais. Pirmiausia paruoškite metalinio laidininko paviršių:
- oksido plėvelės pašalinimas ir nuriebalinimas;
- skardinimas (alavo sluoksnio nusodinimas ant besiliečiančių paviršių).
Tada galite sujungti dalis.
Būtinai nuvalykite laidus, kurie buvo naudojami.
Oksido plėvelė pašalinama dilde, švitriniu popieriumi, peilio ašmenimis. Lanksčių laidų atveju kiekvienas laidas yra apdorojamas.
Emaliuotos vielos izoliacija pašalinama velkant ją per PVC vamzdžio paviršių, prie kurio prispaudžiama įkaitintu įgėlimu.
Pasirengimo ženklas – tolygiai blizgantis paviršius be oksido plėvelės likučių.
Jie visada lituojami nuriebalinimo priemonėmis, t.y. nuvalykite paviršių nepūkuotu skudurėliu arba acetonu arba vaitspiritu sudrėkinta šluoste.
Nauji laidai neturi oksido plėvelės. Jie aptarnaujami iš karto po izoliacijos nuėmimo.
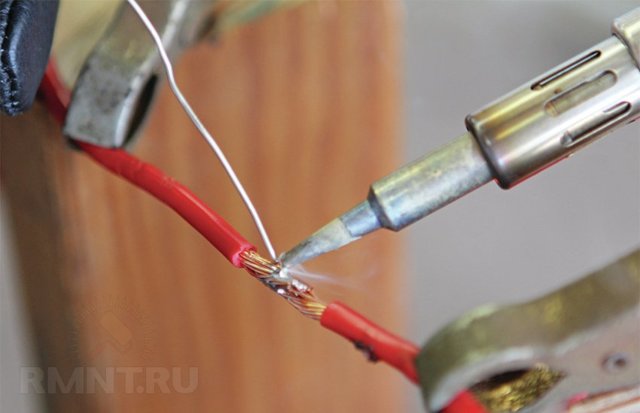
Varinį laidininką būtina skardinti srautu, po kaitinimo lydmetalis turi padengti metalinį paviršių plonu sluoksniu. Esant įdubimams, lituoti nerekomenduojama, viela dedama vertikaliai, lituokliu praleidžiant iš viršaus į apačią. Tada lydmetalio perteklius nuteka į įgėlimą.
Jei reikia lituoti aliuminį, tada valymo ir skardinimo procedūros derinamos. Norėdami tai padaryti, kanifolija padengtą vielą įdėkite į švitrinį popierių, kaitinkite ją vienu metu sukdami.
Kai kurių tipų srauto kokybė blogėja ilgai laikant, taip pat veikiant atmosferos drėgmei. Todėl tokie srautai lituojami papildomai kontroliuojant galiojimo laiką.
Tai įdomu: kaip suvirinti vertikalią siūlę pradedantiesiems: apsvarstykite iš visų pusių
Litavimo rūgštis fosforas
Patyrę meistrai – elektronikos inžinieriai ir namų radijo mėgėjai žino, kad kokybiškam ryšiui prireiks ne tik lituoklio, bet ir papildomų priedų. Litavimui naudojamas fliusas ir lydmetalis, pastarasis gaminamas švino ir alavo pagrindu, dažnai siūlomas vielos pavidalu. Vielos, srauto santykio charakteristikos gali skirtis priklausomai nuo gaminio tipo.









Flux veikia kaip antrasis komponentas, įprasta forma naudojama kanifolijos pavidalu. Padeda kokybiškai, greitai lituoti vario kompozicijos dalis, laidus ir kitas medžiagas. Litavimo rūgštis gali dirbti su žalvario, nikelio, nerūdijančio plieno ir kt. medžiagomis.

Parengiamasis etapas
 Prieš išmokdami teisingų litavimo ir lituoklio tvarkymo namuose metodų, turėtumėte išklausyti specialų kursą, apimantį mokymąsi lituoti ir viską, kas vyksta prieš šią procedūrą. Galite mokytis savarankiškai, tačiau įvaldydami darbą su papuošalais, sudėtingomis elektroninėmis grandinėmis neapsieisite be patyrusio mentoriaus.
Prieš išmokdami teisingų litavimo ir lituoklio tvarkymo namuose metodų, turėtumėte išklausyti specialų kursą, apimantį mokymąsi lituoti ir viską, kas vyksta prieš šią procedūrą. Galite mokytis savarankiškai, tačiau įvaldydami darbą su papuošalais, sudėtingomis elektroninėmis grandinėmis neapsieisite be patyrusio mentoriaus.
Proceso organizavimo požiūriu metalų litavimas naudojant specialius lydmetalius yra gana paprastų operacijų rinkinys. Tačiau, nepaisant akivaizdaus lengvumo, ne visi gali tinkamai lituoti pirmą kartą. Pirmosios pažinties metu kyla tam tikrų sunkumų, susijusių su aiškaus supratimo, ką ir kokia seka daryti, stoka.
Rekomenduotina laikytis tam tikrų pasiruošimo litavimo operacijoms taisyklių, kurių esmė yra tokia:
- reikia pasirinkti tinkamą pagrindinį darbo įrankį lituoti;
- reiktų pasirūpinti patogaus ir funkcionalaus stovo pagaminimu, paruošti vietą, kur dažniausiai tenka lituoti;
- studentas turi sukaupti tinkamų eksploatacinių medžiagų, be kurių neapsieinama jokia tokia procedūra (litas, skystis ar pastos srautas).

Ir, galiausiai, pradedantysis vartotojas turi įvaldyti pagrindinius technologinius litavimo būdus, kurie apima tam tikrą tikslinių veiksmų seką.
Galima lituoti elektriniu lituokliu, dujomis degiklis arba lituoklis lempa. Plokštės, mikroschemos dažniausiai lituojamos specialiais plaukų džiovintuvais, šiluminėmis stotimis, kurios užtikrina vienodą šildymą. Vieno ar kitokio tipo įrankio ir jam skirto stovo ar laikiklio pasirinkimą lemia temperatūros sąlygos, kuriomis turi būti atliekamos darbo operacijos.
Kitas reikalavimas apima privalomų komponentų paruošimą, leidžiantį tinkamai lituoti bet kokią metalinę jungtį. Tai įvairių tipų litavimo lydmetalis, srauto priedai ir specialūs litavimo skysčiai, reikalingi jo kokybei pagerinti (kanifolijos ir alkoholio kompozicijos skardavimui).
Litavimo operacijų rūšys
Litavimo būdų įvairovė paaiškinama daugybe skirtingų veiksnių, lemiančių litavimo kokybę ir efektyvumą. Tokie veiksniai apima ne tik litavimo įrenginio tipą ir procese naudojamo lydmetalio tipą, bet ir technologines siūlės formavimo ypatybes. Norėdami paviršiuje montuoti dalis ant lentos, turite išmokti tinkamai naudoti litavimo kaukę.
Bet kokiu atveju, norint teisingai lituoti, reikia žinoti metalo, su kuriuo dirbate, lydymosi temperatūrą.Tai turi įtakos litavimo įrankio pasirinkimui, taip pat srautams ir litavimui. Pagal nurodytą parametrą litavimo medžiagos skirstomos į lydančias (iki 450 laipsnių) ir ugniai atsparias (daugiau nei 450 laipsnių).



