- Būdai
- Vamzdžių litavimas azotu
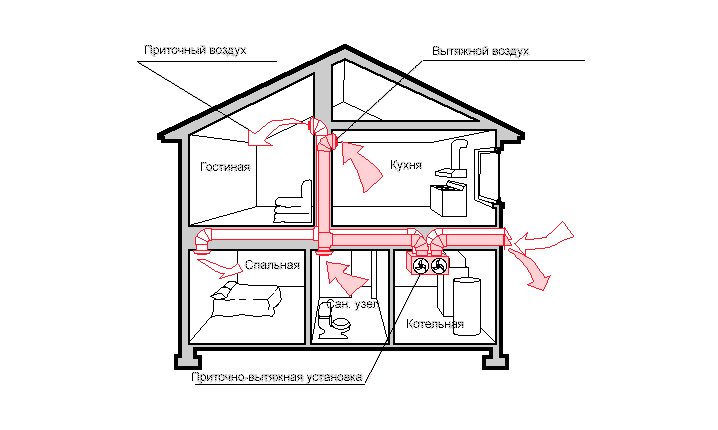
- Vamzdžių litavimas su pastato džiovintuvu
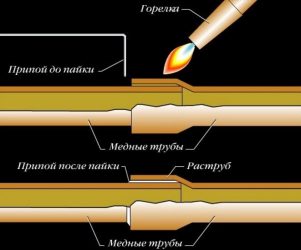
- Kapiliarinis litavimas
- Indukcinis litavimas
- Litavimo komponentai
- Lydmetalio pasirinkimas
- Srauto pasirinkimas
- Armatūros parinkimas
- Programos
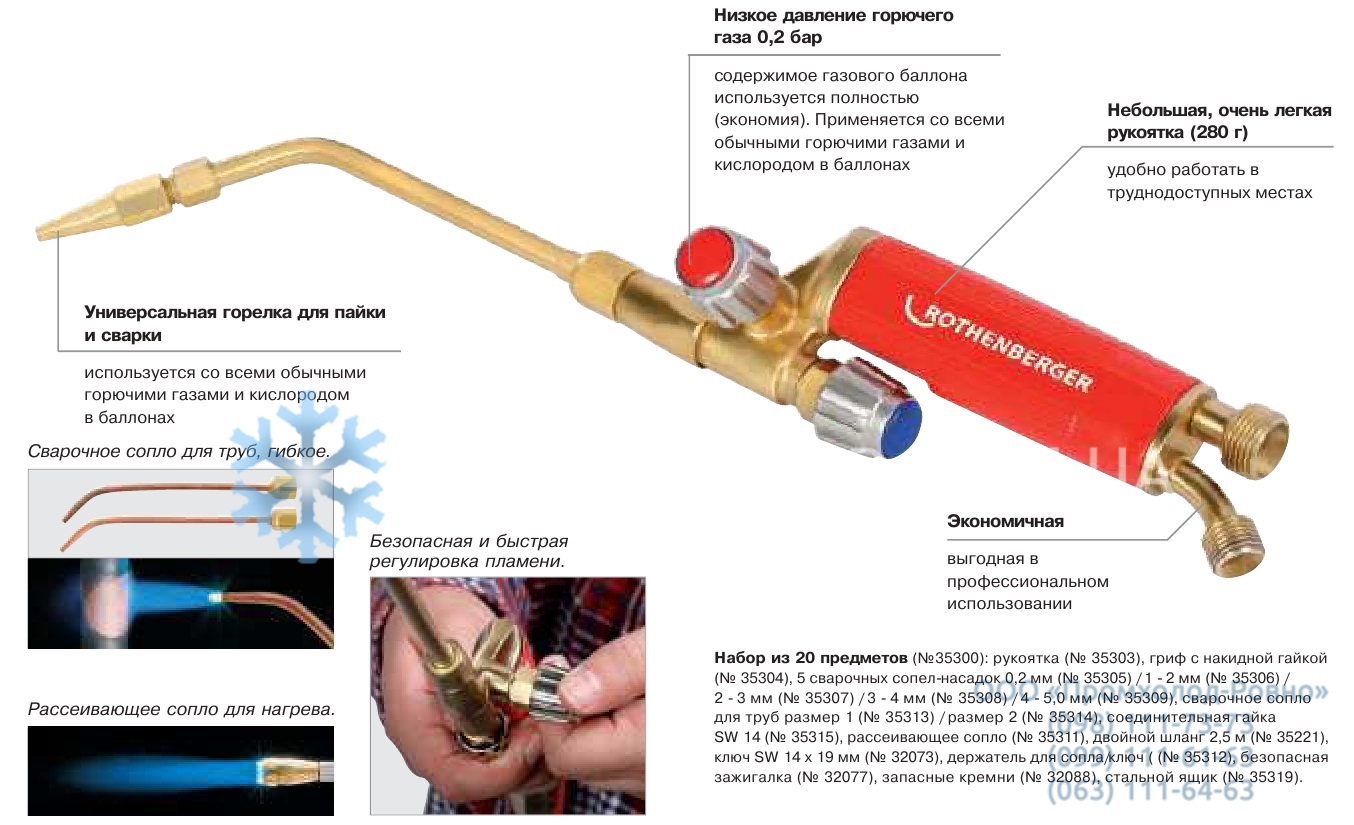
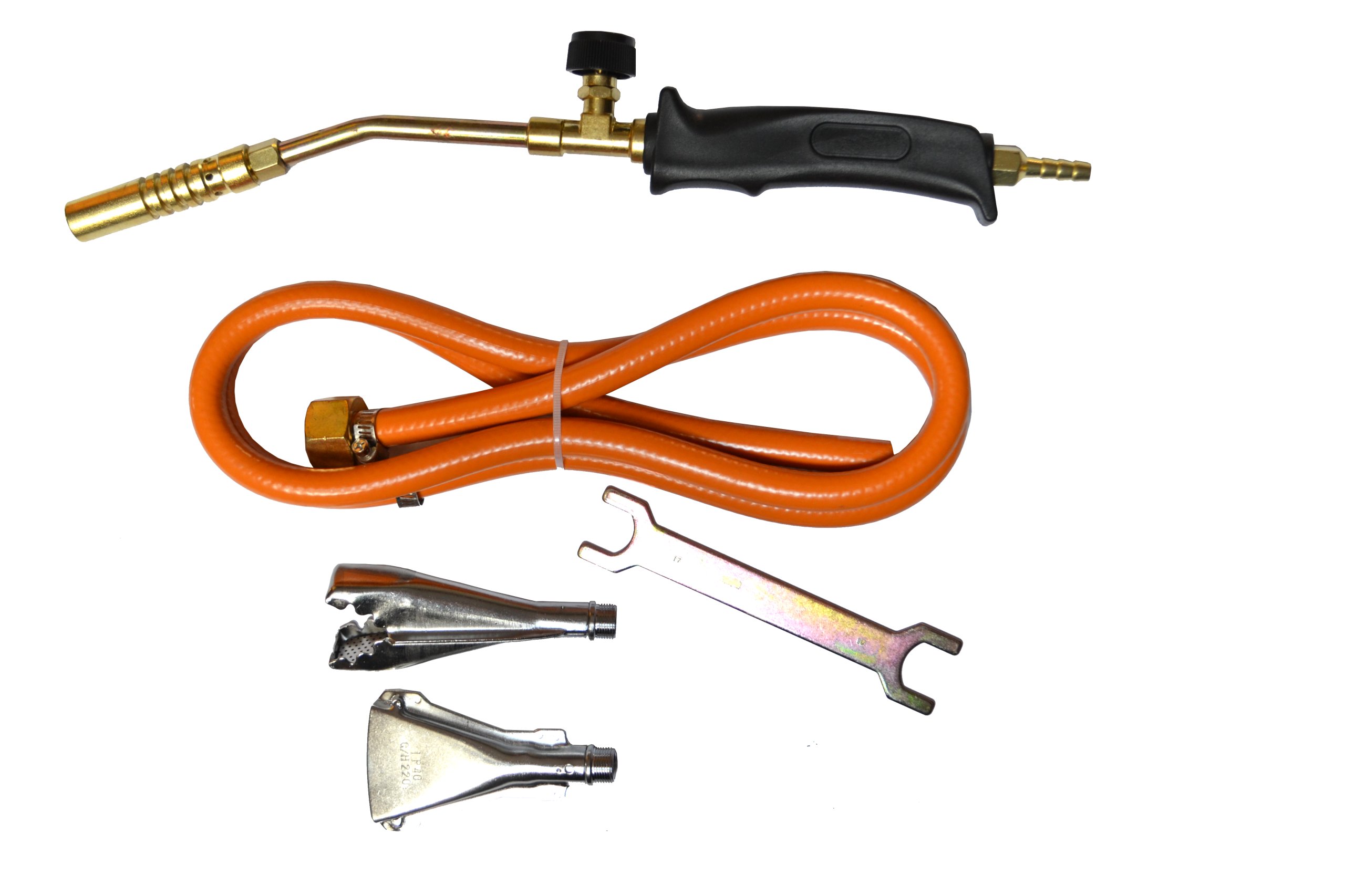
- Kurį dujų degiklį pasirinkti
- Dujotiekio surinkimas su jungiamosiomis detalėmis
- Medžiagos ir įrankiai
- Surinkimo instrukcijos
- Skardinių litavimo degikliai
- 6 vieta - metalinis degiklis skardinei
- 7 vieta - tipiškas degiklis, kuris dedamas ant skardinės
- 8 vieta - purkštuvo degiklis su plačiu antgaliu
- Dujinių degiklių tipai
- Flux
- Pagrindiniai tipai
- Srieginis montavimas naudojant antgalius
- Saugos priemonės lituojant varinius vamzdžius
- Mokymasis lituoti dujiniu degikliu
- Kurios markės dujų degiklį geriau pasirinkti
- Technologijų niuansai
Būdai
Yra dvi varinių vamzdžių litavimo technologijos.
- Žematemperatūrinis (naudojamas minkštas lydmetalis) naudojamas santechnikos ar šildymo sistemose. Aplinkos, kurioje taikoma ši technologija, temperatūra turi būti ne aukštesnė kaip 110 laipsnių.
- Aukštos temperatūros litavimas (kietas lydmetalis) naudojamas sistemose su aukšta temperatūra ir aukštu slėgiu. Daugiausia naudojamas pramonėje.
Kurį iš dviejų būdų pasirinkti – jūsų verslas.Tačiau litavimui aukštoje temperatūroje reikia profesionalaus degiklio, kurį parduotuvėje rasti nėra taip paprasta, be to, jis kainuoja didelius pinigus. Esant žemai temperatūrai, leidžiama naudoti pūtiklį arba nebrangų rankinį degiklį su keičiamu cilindru.


Vamzdžių litavimas azotu
Montuojant būtinas apdorojimas azotu, o varinių vamzdžių litavimas be azoto dujų neleidžiamas. Neretai konstrukcijos lituojamos kietlitu, o tai leidžia nesijaudinti, ar jungtis eksploatacijos metu atlaikys aukštą temperatūrą. Kietojo litavimo metu varis kaitinamas iki raudonos metalo spalvos, o tai neigiamai veikia pačios medžiagos struktūrą. Ant vidinio ir išorinio vamzdžio paviršiaus susidaro apnašos. Nuodegos – sudegusio vario likučiai, susidarę jį kaitinant. Vamzdžių sienelės tampa daug plonesnės.

Jei nuspręsite naudoti azotą, savo darbe laikykitės šių rekomendacijų:
- prijunkite liniją prie baliono, kuriame yra azoto;
- tada sumontuokite dujų reguliatorių arba rotametrą;
- azoto baliono reduktorių sureguliuoti iki minimalaus azoto slėgio, rotametrą nustatyti 5 m/min greičiu;
- kai tik baigiamas litavimas, per vamzdį leidžiamas azotas, tai daroma tol, kol vamzdis visiškai atvės.

Vamzdžių litavimas su pastato džiovintuvu
Vamzdžius lituoti galima statybiniu plaukų džiovintuvu, jei vamzdžio skersmuo mažas. Manipuliacijos šiuo metodu yra panašios į degiklio naudojimą. Dėl šios jungties siūlės yra labai tvirtos ir atlaiko aukštą temperatūrą. Pradedantiesiems naudojant šį metodą vario nudegimai yra neišvengiami. Metalą lengva perkaisti, būtent dėl to medžiaga lūžta.


Kapiliarinis litavimas
Jei vamzdžių skersmuo skiriasi (skirtumas ne didesnis kaip 0,5 mm), naudojamas kapiliarinio litavimo būdas. Lydmetalis užpildo susidariusią erdvę tarp vamzdžių. Reikia pažymėti, kad kaip tokia siūlė neveikia, vientisas ryšys. Tada naudojami kietieji lydmetalai, jų apsauginės funkcijos yra geresnės.
Indukcinis litavimas
Aukšto dažnio srovė gali turėti teigiamą poveikį metalui. Indukcinis litavimas plačiai paplito dėl savo unikalumo, darbas šiuo metodu atliekamas greitai, o medžiaga neplonėja, bet išlaiko savo savybes.
Buvo nustatyti šie pranašumai:
- Šiluma vamzdyje susidaro be išorinių trukdžių;
- Visa įranga automatizuota, įrenginiai padeda gauti norimą rezultatą su konkrečiais parametrais;
- Indukcinis litavimas atliekamas vakuume, metalas šioje aplinkoje apsaugotas nuo korozijos;
- Gamybos išteklių taupymas;
- Saugumas – kai indukciniam litavimui nereikia liepsnos ar dujų, šildoma tik siūlė.


Litavimo komponentai
Norint užtikrinti kokybišką ir tvirtą vamzdžių sujungimą, būtina parinkti tinkamas medžiagas litavimui.
Lydmetalio pasirinkimas
Litavimo lydmetalis gali būti minkštas ir kietas. Kietasis lydmetalis yra strypų pavidalo ir lydosi 900 laipsnių darbinėje temperatūroje. Su jo pagalba pasiekiamas didelis vamzdžio jungties stiprumas. Tai svarbus rodiklis statant vandentiekio, oro kondicionavimo, šaldymo ir dujų tiekimo sistemas.
Dviejų tipų lydmetaliai laikomi patogiais ir dažniausiai naudojami:
- pridedant Cu 94;
- pridedant Cu 94 P 6 Ag 2.
Šešių procentų fosforo koncentracija priede leidžia sumažinti vario lydymosi temperatūrą iki 750 laipsnių.Ryšio stiprumas pasiekiamas dėl vario ir lydmetalio šiluminio plėtimosi koeficientų panašumo.
Minkštas lydmetalis yra 2-3 mm skersmens viela. Jo ištirpimui pakanka 300 laipsnių temperatūros, todėl dažniausiai naudojamas buityje remontuojant. Į tokio lydmetalio sudėtį įeina: švinas, alavas ir jų lydiniai su sidabro priedu.
Srauto pasirinkimas
Fliusai yra dviejų tipų:
- aukšta temperatūra, kai darbinė temperatūra viršija 450 laipsnių;
- žemos temperatūros, kurių darbinė temperatūra žemesnė nei 450 laipsnių.
Fliusai užtikrina sandarų lydmetalio sujungimą su metalu, padeda išvengti vamzdžio oksidacijos, prisideda prie geresnio lydmetalio įtrūkimų ir apsaugo litavimo vietas nuo deguonies poveikio.
Prieš lydant lydmetalį, jungiami paviršiai nuvalomi. Tada ant jų teptuku plonu sluoksniu užtepamas fliusas. Sulitavus vamzdžių dalis, reikia pašalinti srauto perteklių, kad būtų išvengta paviršiaus korozijos ir nuotėkio.







Armatūros parinkimas
Jungiamosios detalės yra vamzdžių išvadų, posūkių ir perėjimų prie sriegių dalys. Armatūros lizdai turi tam tikrus skersmens standartus, atsižvelgiant į tarpus, tinka įvairių tipų vamzdžiams. Jungiamosios detalės yra gana brangios ir, jei įmanoma, vietoj jų naudojamas vamzdžių plėtiklis.
Programos
Dujų degiklio naudojimas yra labai platus:
- Degiklis naudojamas laidų ar įvairių laidų litavimui, didelės elektronikos remontui. Aliuminio litavimas su dujų degikliu atliekamas gana dažnai, o tai susiję su žema šios medžiagos lydymosi temperatūra.
- Prietaisas naudojamas remontuoti įvairius automobilio konstrukcinius elementus. Pavyzdys yra atvejis, kai sugenda šilumos kriauklė, pagaminta iš lydančio lydinio. Nuotėkis gali būti pašalintas veikiant aukštai temperatūrai.
- Varinių vamzdžių litavimas gali vykti naudojant dujų degiklį. Atliekami remonto darbai. Prietaisas taip pat naudojamas montuojant įvairias konstrukcijas, pavyzdžiui, metalo grūdinimui.
- Kai kurie lydiniai padidino lydymą. Metalų, pavyzdžiui, vario, sujungimas gali būti atliekamas naudojant degiklį. Užtenka pašildyti metalus ir sujungti juos mechaniškai. Atvėsus medžiagą, galima gauti aukštos kokybės jungtį.
- Prietaisas gali būti naudojamas, kai reikia leisti laiką lauke žiemą. Su juo galite sušildyti ugnį ar apdeginti žaidimą, pašildyti įrankius ar atlikti kitus darbus.

Litavimas acetileno degikliu
Nepaisant gana didelio degiklio paskirstymo, daugeliu atvejų jis naudojamas įvairių lydinių litavimui. Pavyzdžiui, žalvario litavimas atliekamas naudojant dujų degiklį. Reikėtų nepamiršti, kad yra gana daug įvairių įrenginių, kurių kiekviena turi savo specifines savybes.
Kurį dujų degiklį pasirinkti
Vario litavimo įrankis parduodamas rinkoje dideliais kiekiais. Naujausių modelių įrenginiai gaminami tik naudojant naujausias technologijas. Todėl neprofesionalui išsirinkti dujinį šildytuvą gana sunku.
Prieš perkant, rekomenduojama nustatyti įrenginio veikimo sąlygas. Jei to negalima padaryti, reikėtų rinktis universalų modelį.
Taip pat rekomenduojama atsižvelgti į šiuos kriterijus:
- Naudojamo dujinio kuro rūšis.
- Prietaiso galia, parenkama atsižvelgiant į sienų storį ir vamzdžių skersmenį.
- Taikymo sritis, nes varinių elementų litavimo prietaisas ne visada gali būti naudojamas metalui pjauti.
- Medžiagos, kurias galima apdirbti pasirinktu armatūra.
Perkant reikia atsižvelgti ir į svorį. Vienas geriausių – maždaug 400 g sveriantis prietaisas, neprofesionalui rekomenduojamas modelis su standartinio, ciklono ir superciklono tipo antgaliais. Šios dalys leis lituoti įvairias konfigūracijas.
Dujotiekio surinkimas su jungiamosiomis detalėmis
Junginys variniai vamzdžiai su jungiamosiomis detalėmis gaminami tik vietose, prieinamose patikrinimui. Ši taisyklė atsiranda dėl to, kad jungtis nėra visiškai sandari ir laikui bėgant gali atsirasti nuotėkių.
Srieginės jungties pranašumas yra tas, kad prireikus remontas gali būti atliktas be papildomų pastangų, nes gauta jungtis yra nuimama.
Medžiagos ir įrankiai
Norėdami surinkti dujotiekį, jums reikės šių medžiagų ir įrankių:
- tinkamo skersmens variniai vamzdžiai;
- jungiamosios gofruotos arba presuojamos jungiamosios detalės;
Specialūs vamzdynų montavimo įtaisai
Jungiamųjų detalių tipai ir skaičius parenkami pagal dujotiekio schemą.
- vamzdžių pjaustytuvas arba metalinis pjūklas;
- vamzdžių lankstiklis variniams vamzdžiams. Įrenginys naudojamas vamzdynui organizuoti su mažiau jungčių, o tai padidina sistemos stiprumą;
- failas vamzdžių apdorojimui po pjovimo (prieš sujungimą).Be to, galite naudoti smulkų švitrinį popierių;
- FUM-juosta sriegių sandarinimui. Be FUM juostos taip pat galite naudoti lininį siūlą, Tangit Unilok siūlą ar bet kokią kitą sandarinimo medžiagą;
- veržliaraktis.
Surinkimo instrukcijos
Vario vamzdyno surinkimas „pasidaryk pats“ naudojant jungiamąsias detales atliekamas taip:
- vamzdžių pjovimas dujotiekiui. Kiekvieno vamzdžio ilgis turi visiškai atitikti schemą, sudarytą kuriant sistemą;
- izoliacinio sluoksnio pašalinimas. Jei įrengtoje vamzdynų sistemoje bet kokiam tikslui naudojami vamzdžiai su izoliacija, tada izoliacijos sluoksnis pašalinamas, kad būtų tvirtas sujungimas. Norėdami tai padaryti, norima dalis supjaustoma peiliu ir vamzdis išvalomas;
- nupjautas kraštas apdorojamas dilde, švitriniu popieriumi, kol gaunamas lygus paviršius. Jei vamzdžio gale liks įdubimų, duobių ar kitų nelygumų, jungtis bus mažiau sandari;
Prieš prijungdami prie jungiamosios detalės, nuimkite vamzdį
- jei reikia, vamzdžiai sulenkti;
- ant paruošto vamzdžio uždedama jungiamoji veržlė ir suspaudimo žiedas;
Jungiamųjų detalių montavimas
- vamzdis prijungtas prie jungiamosios detalės. Iš pradžių priveržimas atliekamas rankomis, o vėliau – veržliarakčiu. Priveržimo metu įvorė visiškai užsandarina jungtį, todėl nereikia naudoti papildomų sandariklių. Tačiau jungiant varinį vamzdį prie vamzdžio ar jungiamosios detalės, pagamintos iš kitos medžiagos, būtinas papildomas sandarinimas FUM juosta.
Tvirtinimo fiksacija
Svarbu neperveržti sriegių, nes minkštas varis lengvai deformuojasi.
Skardinių litavimo degikliai
6 vieta - metalinis degiklis skardinei

Labai paprastas ir siauras degiklis, nešiojamas ant dujų kasetės. Reglitor ir siauras antgalis leidžia pasiekti reikiamas dalis siaurose vietose. Pjezo uždegimo nėra, bet viskas atrodo kokybiškai - metalas ir didelis dujų tiekimo reguliatorius aplinkui. Butano cilindras leidžia iš šio degiklio gauti apie 1300 laipsnių Celsijaus temperatūrą.










Privalumai:
daug metalo, siauras antgalis.
Trūkumai:
nėra pjezo uždegimo.
7 vieta - tipiškas degiklis, kuris dedamas ant skardinės

Jis pastatytas kaip degiklis turistams ir maisto ruošimui: kepsninėms, pyragams, sušiams ir kt. Žinoma, jis gali būti naudojamas metalams lituoti, pjauti ir suvirinti. Pridedamas pjezo uždegimas ir liepsnos reguliatorius. Degiklis klasikiniu būdu veikia su butanu. Korpusas pagamintas iš plastiko, purkštuko korpusas pagamintas iš nerūdijančio plieno.
Tokia kaina.
Privalumai:
puikiai tinka maisto ruošimui, turi pjezo uždegimą.
Trūkumai:
Korpusas pagamintas iš plastiko, todėl reikia būti atsargiems, kad jo nesulaužtumėte.
8 vieta - purkštuvo degiklis su plačiu antgaliu

Žalvarinis degiklis neturi pjezo uždegimo, tačiau gali gerai iškepti šašlykinę ir masyvias metalines dalis. Oranžinės spalvos reguliatorius leidžia lengvai pakeisti liepsnos ilgį. Butanas iš cilindro įkaitina liepsną iki 1300 laipsnių.
Privalumai:
tinka virimui ir masyvioms dalims.
Trūkumai:
nėra pjezo uždegimo.
Dujinių degiklių tipai
Dujiniai degikliai
- baliono tvirtinimas suskystintomis dujomis;
- įleidimo antgaliai;
- instrumento galvutė;
- kuro tiekimo reguliatorius;
- reduktorius.
Visi dujų degikliai pagal degiojo mišinio tipą skirstomi į:
- propano degikliai;
- ant MAR dujų.
Kasdieniame gyvenime yra dviejų tipų degikliai:
- buitinė, kai srovės temperatūra yra iki 1500 laipsnių Celsijaus;
- pramoninis, kurio temperatūra iki 2000 laipsnių.
Labiausiai paplitęs degiklio tipas yra propanas. Tokiuose įrenginiuose įrengta pjezoelektrinė uždegimo sistema ir dujų mišinio taupymo režimas. Geriausias variantas varinių dalių litavimui yra naudoti MAPP degiklį.










Degiklis variui lituoti.
Ugnies srovė iš tokio degiklio visiškai nedegina vario ir užtikrina vienodą detalės įkaitinimą.
Degikliai su vienkartiniu dujų balionu yra geriausias pasirinkimas varinių gaminių sujungimui.
Tokie įrenginiai turi šiuos privalumus:
- Naudojimo paprastumas.
Nereikia prijungti elektros energijos. - Daugiafunkcionalumas.
- Didelis mobilumas.
Dėl nedidelio kuro bako įrenginį galima perkelti iš vienos vietos į kitą be didelių fizinių pastangų. - Saugumas.
Atbulinių vožtuvų buvimas garantuoja saugų dujų išjungimą avarijos atveju. - Geras gėrimas.
Galinga ir vienoda liepsna gerai sušildo lydmetalį ir kuo tolygiau sukietėja.
Dalys, kurioms reikalingas didesnis stiprumas, turi būti suvirintos naudojant stacionarius degiklius. Šios mašinos paprastai naudoja propano ir deguonies mišinį, kad būtų užtikrintas daug geresnis suvirinimas.
Flux
Daugeliui lydmetalių tipų būtina iš anksto apdoroti specialios sudėties vamzdžius, vadinamus srautu.
Flux gaminamas:
skysto pavidalo;

Litavimo mišiniai skysto pavidalo
pastos pavidalu.
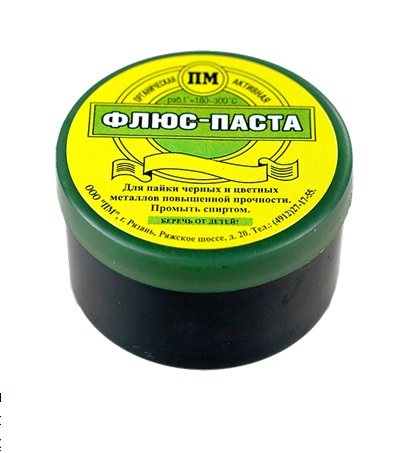
Litavimo mišinys pastos pavidalu
Pageidautina ir patogiau naudoti pastos pavidalo srautą, nes kietesnė kompozicija prisideda prie vienodo naudojimo ir neplinta vamzdžio paviršiuje.
Flux leidžia:
- atlikti papildomą vamzdžių valymą nuo oksidų;
- tolygiau paskirstyti litą litavimo proceso metu;
- apsaugoti jungtį nuo korozijos ir oksidų susidarymo.
Pagrindiniai tipai
Gamintojai gamina daugybę dujų prietaisų, skirtų variui lituoti. Jie skiriasi darbine temperatūra:
- buitiniai prietaisai, galintys sukurti temperatūrą iki 1500 ° C;
- profesionalūs prietaisai, kurių minimalus šildymo nustatymas yra 1500°C, o didžiausia vertė viršija 2000°C.
Dujiniai degikliai, skirti lituoti varinius vamzdžius, yra su įvairių tipų agregatais, kurie leidžia prijungti vienkartines arba daugkartinio kuro talpas. Šios prietaiso dalys gali būti su sriegiu ir įvorėmis. Taip pat gaminami prietaisai, prie kurių vėrimo būdu prijungiami cilindrai.
Srieginis montavimas naudojant antgalius
Tokie ryšiai vadinami sulankstomais. Tokiu atveju, keičiant vamzdyną, žiedą vis tiek teks pakeisti. Tokiu būdu sumontavus varinius vamzdžius, galima laiku nustatyti trūkumus, nesandarus ir laiku sutaisyti jungtis – išmontuoti ir pakeisti.
Varinių vamzdžių sujungimas ant sriegio atliekamas pagal šią schemą:
1. Nupjaukite tam tikro ilgio vamzdžio gabalėlį. 2. Montuojant PVC izoliuotus vamzdžius, būtina nuimti izoliaciją jo kraštuose. Norėdami tai padaryti, nupjaukite izoliacinį sluoksnį aštriu peiliuku ir rankiniu būdu pašalinkite nereikalingą jo dalį. 3. Nupjovus vamzdžio atkarpą atsiradusias įdubas reikia pašalinti dilde. 4. Pasirinkite tinkamas jungtis. 5. Pirmiausia ant vamzdžio reikia uždėti jungiamąją veržlę, po to – suspaudimo žiedą. 6. Turi būti pritvirtinta veržlė ir suspaudimo jungtis.Tada priveržkite varžtą. Veržlę pirmiausia reikia įsukti atsargiai, jei įmanoma, rankiniu būdu, panaudojus specialų veržliaraktį. Dėl to suspaudimo žiedas tvirtai priglunda prie vamzdžio, dėl kurio visiškai užsandarinama sistemos elementų jungtis.











Jei tai yra jungiamoji detalė, norint pereiti nuo plieninio vamzdžio prie varinio vamzdžio, reikia naudoti specialią fum-tape arba tradicinį dažų kuodelį. Apvynioju ant sriegio apkabą, ant jo apvyniojus dažais suvilgytą kuodelį ar specialia juosta.
Saugos priemonės lituojant varinius vamzdžius
Niekada nereikėtų ignoruoti saugos priemonių, kai žmogus domisi, kaip profesionalai lituoja vario gaminius. Visų pirma reikia atsiminti, kad bet kuri varinė konstrukcija labai įkaista, kai ją veikia degiklio liepsna. Todėl jokiu būdu negalima paimti dalies neapsaugotomis rankomis. Replėmis galima perkelti trumpus elementus. Rekomenduojama mūvėti pirštines.
Flux neturėtų liestis su oda. Jei tokia situacija vis dėlto susidaro, agresyvi kompozicija nuplaunama muiluotu vandeniu.
Darbas turi būti atliekamas aptemptais drabužiais. Rekomenduojama dėvėti medvilninius drabužius. Lituojant negalima dėvėti drabužių iš sintetinių audinių, nes dirbtiniai pluoštai lengvai tirpsta.
Dalių sujungimo procesas turi būti atliekamas su gera ventiliacija, nes litavimo metu srautas dažnai užsidega. Todėl ore atsiranda pavojingų garų.
Baigus montavimo darbus, sistemą reikia nuplauti vandeniu.Jis turi būti šiltas ir švarus. Tai leidžia atsikratyti perteklinių eksploatacinių medžiagų dujotiekio viduje.
Mokymasis lituoti dujiniu degikliu
Litavimo darbams geriausiai tinka profesionalus dujinis degiklis. Mažoms detalėms lituoti pageidautina naudoti lengvąsias dujas arba acetileną veikiančius prietaisus.
Rezultatai, gauti kai degikliai veikia lengvosiomis dujomis, yra kokybiškesni. Be to, šios rūšies kuras yra pigesnis.
Lituojant detales nedideliais kiekiais, pageidautina dalis iš anksto pašildyti. Tai sutaupys laiko ir užtikrins vienodą visų mazgo elementų šildymą. Dėl to bus išvengta deformacijų ir kitų defektų.
Prieš pradedant darbą detalės turi būti pritvirtintos taip, kad litavimo metu jų nereikėtų judinti. Tai galima padaryti ant darbastalio arba specialiu įrenginiu.
Prieš litavimą, litavimo jungtyse užtepamas fliuso sluoksnis. Jei eksploatacijos metu reikia įpilti srauto, tada į jį panardinamas karštas litavimo strypo galas.
Lituojant dalis iš skirtingų medžiagų, liepsna turi būti nukreipta į vieną iš jų, kurios šilumos laidumas yra didesnis. Dirbdami su skirtingų dydžių elementais turite būti atsargūs.
Svarbu, kad visi komponentai būtų įkaitinti iki vienodos temperatūros. Šiuo atžvilgiu storas dalis reikia šildyti ilgiau.
Netirpinkite litavimo įrankio liepsnoje. Tokiu atveju jis gali lašėti. Lydymas atliekamas tiesiogiai, kai viela liečiasi su lituojamomis dalimis.
Lydmetalis pateks į karštesnes litavimo vietas. Remiantis tuo, liepsna turi būti nukreipta prieš litavimą.Jei jis nepatenka į siūlę, tai reiškia, kad dalis neįšilo iki reikiamos temperatūros.
Nereikėtų per ilgai šildyti litavimo jungčių, nes tai gali sukelti lydmetalio sudėties pasikeitimą, tai yra, jo perdegimą ir srauto efektyvumo sumažėjimą.
Kurios markės dujų degiklį geriau pasirinkti
Prietaisai klasifikuojami pagal kuro rūšį, kasetės tvirtinimo būdą ir konstrukcijos ypatybes. Šios charakteristikos lemia degiklio apimtį, jo naudojimo patogumą ir galimybę dirbti tam tikromis sąlygomis. Renkantis rekomenduojama atsižvelgti į gamintojo reputaciją, kuri turi įtakos įrangos ilgaamžiškumui. Į reitingą įtrauktos geriausios įrenginių kompanijos:








- Flame yra Kinijos dujų degiklių gamintojų atstovas. Įmonės politika grindžiama sąžiningo verslo veiklos principu. Ji garantuoja teikiamų prekių kokybę, vykdo visus įsipareigojimus klientams. Prietaisai pasižymi originaliu dizainu.
- Qingdao Olympia Heat Energy Equipment Co., LTD yra Kinijos įmonė, įkurta 2003 m., turinti ilgametę patirtį kuro įrangos pramonėje. Gaminiai gaminami atsižvelgiant į naujausias technologijas, aplinkosaugos standartus, klientų finansines galimybes.
- Nabia Co, LTD yra Pietų Korėjos įmonė, įkurta 1997 metais. Ji veikia principu "Mes stengiamės suteikti jums patogius įrenginius". Produktai pritaikyti naudoti Rusijos klimato sąlygomis.
- Ecos – įmonės veikla nukreipta į kokybiškų įrenginių, atitinkančių vartotojų poreikius, diegimą. Visa tiekiama įranga turi ISO sertifikatus.Darbuotojų profesionalumą patvirtina daugybė teigiamų klientų atsiliepimų.
- Pathfinder yra vietinis dujinių degiklių gamintojas. Visi gaminiai yra testuojami realiomis sąlygomis, o tai leidžia tobulėti ir į parduotuvių lentynas siųsti tik geriausius. Kokybės požiūriu produktai nenusileidžia žinomų prekių ženklų analogams, o kaina yra prieinama Rusijos pirkėjui.
- Kovea – 1992 metais Korėjoje įkurta įmonė yra laikoma tokio tipo kuro įrangos gamybos lydere šalyje. Prekės ženklo produktai turi kokybės sertifikatus. Pasiekimai naujausių technologijų srityje atnešė tvirtą vartotojų pripažinimą ir meilę.
- Wolmex yra vietinė įmonė, gaminanti buitinius ir pramoninius dujinius degiklius šildymo katilams, rūkykloms ir autoklavams. Prietaisų pirkimo pranašumai yra didelis degimo plotas, galimybė sklandžiai reguliuoti liepsną.
- Elco – gamina pažangius dujinius degiklius, skirtus šildymui ir procesams. Produktai pasižymi dideliu našumu ir patikimumu, atitinkančiais aplinkosaugos standartus. Įmonės laboratorijose nuolat kuriamos naujos technologijos, gerinančios gaminamų prietaisų kokybę.
- Baltur – Italijos įmonė, kurios darbuotojai tobulina sukurtus įrenginių modelius. Tai leidžia gerinti gaminių kokybę, užimti lyderio pozicijas degalų įrangos rinkose.
Technologijų niuansai
Vario litavimo srautai ne visada naudojami. Jie nereikalingi, jei technologija apima kaitinimą iki aukštos temperatūros. Paprastai jų prireikia, kai planuojamas žemos temperatūros litavimo tipo litavimas.Be to, parduodamos modifikacijos, skirtos aukštos temperatūros litavimui.
Jo sudedamosios dalys skiriasi pagal paskirtį. Fliuso naudojimas palengvina litavimą, pagerina jo rezultato kokybę. Tai priemonė, apsauganti nuo pašalinių elementų patekimo į siūles. Tai pašalina porų susidarymo galimybę litavimo metu.

Fliusai aktyviai dalyvauja cheminėse reakcijose su oksidais. Jie neaktyvūs litavimo elementams. Kaitinant, jie pradeda tirpti prieš varį, bet su juo nesiliečia. Kalbant apie sunaudojamos medžiagos tipą pagal gamybos tipą, be pramoninio formato, litavimo srautas gali būti ir naminis. Pavyzdžiui, kanifoliją galite ištirpinti palmitino, stearino ir oleino rūgštyse.