- Programos
- Varinių vamzdžių tipai
- Ko reikia varinių vamzdžių litavimui
- Nr. 11. Šildymo vamzdžio skersmuo
- Varinių vamzdžių sujungimo būdai
- Suvirinimas
- Varinių vamzdžių sujungimas su išmetimo jungiamosiomis detalėmis.
- Riedėjimas
- Suspaudimo tvirtinimas
- Presuojamas tvirtinimas
- Varinių vamzdžių litavimas
- Varinių vamzdžių naudojimo apribojimai
- Varinių vamzdynų sujungimo būdai
- Kaip supaprastinti šildymo įrengimą
- Kapiliarinis litavimas
- Nr. 6. Variniai vamzdžiai šildymui
- Vario gaminių įvairovė
- Gamyba
- 2 būdas: griovelių pjaustymas (ritininis griovelis)
- Riektinio griovelio jungties paruošimas ir padarymas
- Išbandoma visa raižyta sistema
- Nr.7. Polipropileniniai vamzdžiai šildymui
- Lyginamųjų kainų apžvalga
- Rūšys
- Specifikacijos
Programos
Yra keletas situacijų, kai geriau pasirinkti šią medžiagą:
- Dabartinis šildymo sistemos įrengimo iš varinių vamzdžių variantas yra jungtis prie kieto kuro katilo. Taip yra dėl to, kad tokios sistemos yra ilgai veikiamos aukštoje temperatūroje (virš 100 laipsnių Celsijaus).
- Palyginti su kitomis medžiagomis, varis yra geresnis, jei jis turi sudėtingą formą.
- Įrengimas pasiteisins 100%, jei namo savininkas turės pakankamai lėšų, norės gauti aukščiausią ilgaamžiškumo rodiklį.
Atsižvelgiant į kitas galimybes, reikia atkreipti dėmesį į plastiką arba nerūdijantį plieną.
Varinių vamzdžių tipai
Tokie gaminiai skiriasi dydžiu ir skerspjūviu ir yra šių tipų:
- Varinis atkaitintas vamzdis. Norint įgyti minkštumo, tokie gaminiai yra termiškai apdorojami. Tai supaprastina jų montavimą.
- Variniai neatkaitinti vamzdžiai. Tai tiesūs segmentai nuo 1 iki 5 m ilgio.
Vamzdžių skerspjūvis gali būti klasikinis ir stačiakampis. Pastarieji naudojami kuriant statoriaus apvijų laidininkus, kurie aušinami skysčiais. Jų gamyba yra sudėtinga, o kaina didesnė nei įprastų. Populiariausias vandentiekio varinių vamzdžių skersmuo yra nuo 10 iki 23 mm, kanalizacijos sistemoms - nuo 30 iki 45 mm.
Ko reikia varinių vamzdžių litavimui
Varinių vamzdžių litavimas, kurį nėra sunku padaryti savo rankomis, nereikalauja brangios įrangos ir jokių specialių medžiagų. Norint tinkamai jį įgyvendinti, jums reikės šių įrenginių.
Degiklis, kurio dėka bus šildomas lydmetalis ir vamzdžio dalis, kurioje jie bus prijungti. Paprastai į tokį degiklį tiekiamos propano dujos, kurių slėgį reguliuoja suvirinimo reduktorius.
Specialus įrankis variniams vamzdžiams pjauti. Kadangi gaminiai iš šio metalo yra labai minkšti, juos reikia pjauti pakankamai švelniai, kad nesusiglamžytų sienų. Šiuolaikinėje rinkoje siūlomi įvairių modelių vamzdžių pjaustytuvai, kurie skiriasi tiek savo funkcionalumu, tiek techninėmis galimybėmis.
Atskirų tokių įrenginių modelių dizainas, kuris yra svarbus, leidžia juos naudoti net darbui sunkiai pasiekiamose vietose.
Vamzdžių plėtiklis yra įrenginys, leidžiantis išplėsti varinio vamzdžio skersmenį, o tai būtina norint geriau lituoti. Įvairiose sistemose, montuojamose iš varinių vamzdžių, naudojami tos pačios sekcijos elementai, o norint juos kokybiškai sujungti, reikia šiek tiek padidinti vieno iš sujungtų elementų skersmenį. Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Varinių vamzdžių platinimo rinkinys
Įtaisas varinių vamzdžių galams nusklembti. Po apipjaustymo dalių galuose lieka įbrėžimų, kurie gali trukdyti gauti kokybišką ir patikimą ryšį. Norint juos pašalinti ir vamzdžių galams suteikti reikiamą konfigūraciją, prieš litavimą naudojamas nusklembtuvas. Šiandien rinkoje yra dviejų pagrindinių tipų nusklembimo įtaisai: įdedami į apvalų korpusą ir pagaminti pieštuko pavidalu. Patogesni naudoti, bet ir brangesni yra apvalūs įrenginiai, galintys apdoroti minkštus varinius vamzdžius, kurių skersmuo ne didesnis kaip 36 mm.
Norint tinkamai paruošti varinius vamzdžius litavimui, nuo jų paviršiaus būtina pašalinti visus nešvarumus ir oksidus. Šiems tikslams naudojami šepečiai ir šepečiai, kurių šereliai pagaminti iš plieninės vielos.
Varinių vamzdžių litavimas dažniausiai atliekamas kietuoju lydmetaliu, kuris gali būti aukštos ir žemos temperatūros. Aukštos temperatūros lydmetalis yra varinė viela, kurios sudėtyje yra apie 6% fosforo. Tokia viela tirpsta 700 laipsnių temperatūroje, o jos žematemperatūriniam tipui (alavo vielai) pakanka 350 laipsnių.
Varinių vamzdžių litavimo technologija apima specialių srautų ir pastų, kurios atlieka apsauginę funkciją, naudojimą. Tokie srautai ne tik apsaugo susidariusią siūlę nuo oro burbuliukų susidarymo joje, bet ir žymiai pagerina lydmetalio sukibimą su vamzdžio medžiaga.
Variniams vamzdžiams lituoti, be fliuso, litavimo ir kitų pagrindinių elementų, reikės papildomų įrankių, kurių galima rasti kiekvienoje dirbtuvėje ar garaže. Norėdami lituoti arba suvirinti vario gaminius, papildomai paruoškite:
- įprastas žymeklis;
- ruletė;
- pastato lygis;
- mažas šepetėlis standžiais šereliais;
- plaktukas.
Prieš pradedant darbą taip pat svarbu nuspręsti, kaip lituoti varinius vamzdžius. Gali būti dvi pagrindinės galimybės: vario litavimas (rečiau naudojamas) ir minkštojo litavimo naudojimas. Sprendžiant šią problemą, svarbu vadovautis tuo, kad yra reikalavimai naudoti vieno ar kito tipo lydmetalį.
Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti. Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.










Sprendžiant šį klausimą svarbu vadovautis tuo, kad yra keliami reikalavimai naudoti vieną ar kitą lydmetalio tipą. Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti.
Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.
Šepečiai varinio vamzdžio vidinio paviršiaus nuvalymui prieš litavimą
Nr. 11.Šildymo vamzdžio skersmuo
Vamzdžiai, pagaminti iš skirtingų medžiagų, pateikiami skirtingo skersmens. Norint pasirinkti tinkamiausią vertę, reikia išstudijuoti visą šildymo sistemos schemą ir paprašyti specialistų pagalbos. Apytikslis skersmuo gali būti apskaičiuotas nepriklausomai. Atsižvelgiama į tokius parametrus kaip patalpos plotas, nuo kurio priklauso šiluminė galia, ir aušinimo skysčio greitis.
Daugelis klaidingai mano, kad kuo didesnis vamzdžio skersmuo, tuo didesnis sistemos efektyvumas. Iš tiesų, renkantis per didelius vamzdžius, sistemoje sumažėja slėgis, o šildymas visai dingsta – šiltas vanduo negali apeiti visos vamzdynų sistemos ir radiatorių. Kuo mažesnis skersmuo, tuo didesnis vandens srautas. Idealiu atveju greitis turėtų būti didesnis nei 0,2 m/s, bet mažesnis nei 1,5 m/s, kitaip aušinimo skysčio cirkuliacijos procesas bus per daug triukšmingas.
Skersmuo parenkamas remiantis skaičiavimais reikalinga šilumos galia. Patalpoms, kurių lubų aukštis iki 3 m, kiekvienam 1 m2 reikia 100 W energijos. Pavyzdžiui, 20 m2 patalpai reikia 2000 W šiluminės galios, čia verta pridėti 20% rezervo, gauname 2400 W. Šią šiluminę galią suteikia vienas arba du radiatoriai, jei patalpoje yra du langai – po kiekvienu langu. Pagal lentelę matome, kad šiai galiai uždengti reikia 8 mm vidinio skersmens vamzdžių, bet tinka ir 10 mm. Žinoma, visa tai yra sąlyginiai skaičiavimai, tačiau jie padės orientuotis vamzdžių pirkimo biudžete.
Galiausiai pažymime, kad šildymo vamzdžiams geriau netaupyti - tai išgelbės jus nuo daugybės problemų.Tokių gamintojų kaip Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast produktai pasiteisino.
Varinių vamzdžių sujungimo būdai
Suvirinimas
Pasitaiko gana retai. Suvirinimo degiklis jungia didelio skersmens varinius vamzdžius šildymui (pradedant nuo 108 mm skersmens);
Varinių vamzdžių sujungimas su išmetimo jungiamosiomis detalėmis.
Vamzdžio viduje padaroma skylė, įkišti kumšteliai ir specialiu įrankiu ištraukiamas lizdas. Ganėtinai sunkus ir brangus būdas prijungti vamzdžius, jums reikia specialios mašinos, o montuotojai nepaiso šios montavimo galimybės.
Riedėjimas
Varinių vamzdžių sujungimo būdas yra geras, tačiau jis nenaudojamas šildymo sistemose. Labai retai galima rasti išplečiamą dalį, o vėliau pagamintą gamykloje.
Suspaudimo tvirtinimas
Pasitaiko gana dažnai. Jį sudaro trys dalys: veržlė, sandarinimo žiedas ir pati kampo formos jungtis. Sujungimo principas: ant varinio vamzdžio uždedama veržlė, sandarinimo žiedas ir pati jungtis. Tada veržlė susukama ir prispaudžia vamzdį prie jungiamosios detalės. Kita vertus, daroma taip pat.
Šio varinio vamzdžio sujungimo būdo trūkumas yra tas, kad nėra rekomendacijos, kokia jėga priveržti veržlę ant jungiamosios detalės. Kiekvienas tai daro kaip įmanydamas geriausiai, todėl gali atsirasti vandens nutekėjimų.
Kitas trūkumas yra sąlyginis armatūros neatskiriamumas, tk. sandarinimo žiedas, uždedamas ant vamzdžio, įsirėžia į jį ir išlieka amžinai. Todėl norint suremontuoti vamzdžio atkarpą (nuimti jungiamąją detalę), reikia šią vamzdžio atkarpą nupjauti ir įstatyti naują.
Jei jums siūloma kompresinė jungtis, geriau atsisakyti ir paprašyti ko nors kito.
Presuojamas tvirtinimas
Tai reta, nes.meistrui sumontuoti reikia specialių replių komplekto (apie dvylika) ir brangaus preso. Sujungimo principas: jungiamoji detalė užmetama ant vamzdžio ir užspaudžiama norimo tipo žnyplėmis. Rezultatas yra tobulai tvirtas neatskiriamas ryšys.
Skirtumas tarp šių minkštų ir kietų vamzdžių jungiamųjų detalių apdorojimo.
Montuojant suspaudimo jungiamąją detalę, minkšto varinio vamzdžio viduje turi būti įkišta atraminė įvorė. Įvorė leidžia išsaugoti vamzdžio geometriją suspaudžiant atraminį žiedą.










Varinių vamzdžių litavimas
Metodas leidžia gauti kokybišką vario vamzdžio sujungimą naudojant nebrangią įrangą. Paprastai tai yra propano degiklis, skirtas mažo skersmens vamzdžiams. Vamzdžiams, kurių skersmuo didesnis nei 54 mm, tinka acetileno-oro degiklis.
Yra dviejų tipų litavimas – kietasis ir minkštasis (aukšta ir žema temperatūra). Kietasis litavimas atliekamas aukštesnėje temperatūroje nei minkštasis litavimas. Yra nuomonė, kad kietasis litavimas yra stipresnis nei minkštasis litavimas. Tai netiesa.
Kietasis litavimas yra mažiau technologiškai pažangus nei minkštasis litavimas. Norint lituoti naudojant kietąjį litavimą, tereikia uždėti jungiamąją detalę ant vamzdžio, pašildyti jungtį iki tamsiai tamsiai raudonos spalvos ir pritvirtinti litavimą.
Minkštas litavimas apima:
- Sujungimo valymas iki metalinio blizgesio,
- Armatūros vidinio paviršiaus valymas,
- srauto taikymas,
- jungiamosios dalys,
- Perteklinio srauto pašalinimas
- Tiesą sakant, litavimas.
Pagrindinis skirtumas tarp minkštojo ir kietojo litavimo yra tas, kad po minkštojo litavimo varinis vamzdis atrodo tvarkingesnis nei po kietojo litavimo.Kietai lituojant vamzdis labai įkaista, pajuoduoja storiu, pasidengia dribsniais - jo neįmanoma nuvalyti, neatrodys kaip blizgantis varinis vamzdis, bus juodas. Po kietojo litavimo katilinė atrodo negražiai, todėl jei jums pasiūlys kietąjį litavimą, geriau atsisakyti. Turi būti naudojamas tik minkštas lydmetalis.
Kietasis vario vamzdžio litavimas tinka tiems atvejams, kai vamzdynu bus transportuojamas ne skystis, o dujos. Pavyzdžiui, oro kondicionavimo sistemoms, sistemoms, skirtoms bet kokioms dujoms transportuoti, leidžiamas tik kietasis litavimas, nes srauto likučiai, užtepti ant vamzdžio ir vidinio armatūros paviršiaus, patenka į vamzdyną ir turi būti išplauti.
Minkštas litavimas tinka hidraulinėms sistemoms kaip atrodo estetiškiau.
Varinių vamzdžių naudojimo apribojimai
Dėl metalo savybių variui taikomi šie naudojimo apribojimai:
- Minkštumas, užtikrinantis vamzdžių plastiškumą ir jų montavimo patogumą, riboja leistinus vandens srautus. Norint užtikrinti ilgą vandens tiekimo sistemos tarnavimo laiką, optimalios vertės yra iki 2 m/s.
- Dėl vario minkštumo vandens grynumui keliami tokie reikalavimai – jame neturi būti mechaninių priemaišų, o tai pasiekiama įrengiant atitinkamus filtrus prie įėjimo. Sustingusios dalelės dėl mechaninio poveikio gali sukelti eroziją (vamzdžio sienelės medžiagos išplovimą).
- Vario paviršius yra padengtas oksido plėvele, kuri atsiranda natūraliai ir yra apsauginis sluoksnis. Vandenyje esantis chloras paverčia šią plėvelę tikra patina, kuri suteikia vamzdžiui dar didesnę apsaugą.Tai įvyksta tik tada, kai bendras vandens srauto kietumas yra 1,42–3,1 mg/l, kai pH yra 6,0–9,0. Priešingu atveju patina bus sunaikinta, o tai lems nuolatinį jos atkūrimą dėl vario suvartojimo, o tai gali žymiai sutrumpinti dujotiekio tarnavimo laiką.
- Tiekiant geriamąjį vandenį, vamzdžių sujungimui neleidžiama naudoti švino lydmetalio (švinas yra toksiška medžiaga).
- Montuojant varinį vamzdyną, būtina atlikti visas operacijas, kad nesumažėtų sistemos eksploatavimo laikas nuo numatomo 50 metų. Lenkiant vamzdžius neleidžiama jų raukšlių, nes tai pažeis laminarinį vandens tekėjimą. Vamzdis neturi būti susuktas. Įstrigus, redagavimas atliekamas ne daugiau kaip 1 kartą.
- Po litavimo susidariusios įdubos ir įdubos turi būti pašalintos, nes jos prisideda prie sūkurinių sūkurių atsiradimo vandens sraute kartu su erozija, dėl ko sumažės varinio vamzdyno eksploatavimo laikas.
- Perkaitimas litavimo metu, ypač stiprus, gali sukelti nesandarią jungtį arba prarasti vario stiprumą iki sprogimo.
- Litavimo metu naudojamas srautas turi būti pašalintas plaunant, nes tai yra agresyvi medžiaga ir gali prisidėti prie vamzdžių korozijos.
- Draudžiama montuoti elementus iš aliuminio, cinko, plieno po varinių vamzdžių vandens tekėjimo kryptimi, kad būtų išvengta pastarųjų korozijos. Jei ši sąlyga neįvykdyta, reikia naudoti pasyviuosius anodus (pavyzdžiui, iš magnio).
- Perėjimas nuo vario prie vamzdžio iš kitų metalų rekomenduojamas per žalvario, bronzos ar nerūdijančio plieno jungiamąsias detales, kad būtų išvengta greitos pastarųjų korozijos.
Nepaisant esamų naudojimo apribojimų, šiandien variniai vamzdžiai laikomi geriausia medžiaga santechnikos sistemoms įrengti.
Varinių vamzdynų sujungimo būdai
Praktiškai variniai vamzdžiai šildymui sujungiami šiais būdais.
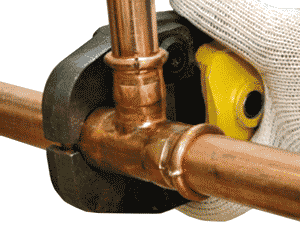
Kapiliarinis litavimas yra patikimiausias tvirtinimo būdas. Norėdami tai padaryti, jums reikės degiklio ir specialaus litavimo.
 Kitas patikimiausias būdas yra sujungimas su presavimo detalėmis. Šis metodas reikalauja naudoti presavimo žnyples. Nepaisant to, kad šis metodas yra šiek tiek prastesnis už litavimo kokybę, jis naudojamas gana dažnai, nes jam praktiškai nereikia specialaus mokymo. Naudoti šį prijungimo būdą galima, jei energijos nešiklio slėgis neviršija 10 atmosferų.
Kitas patikimiausias būdas yra sujungimas su presavimo detalėmis. Šis metodas reikalauja naudoti presavimo žnyples. Nepaisant to, kad šis metodas yra šiek tiek prastesnis už litavimo kokybę, jis naudojamas gana dažnai, nes jam praktiškai nereikia specialaus mokymo. Naudoti šį prijungimo būdą galima, jei energijos nešiklio slėgis neviršija 10 atmosferų.
Sujungimas su kompresinėmis detalėmis. Lengviausias būdas sujungti varines šildymo sistemos dalis, iš įrangos reikia tik tinkamo dydžio veržliarakčių. Šis paprastumas šiek tiek paveikė sujungimo kokybę, problemos priežastis dažniausiai yra jungiamųjų detalių kokybė, o ne pats vamzdis.
Kaip supaprastinti šildymo įrengimą
Štai ką dar įdomu sužinoti apie šildymą iš varinių vamzdžių – sistemos montavimas gali būti labai supaprastintas ir patikimesnis. Tai įmanoma dėl to, kad metaliniai vamzdžiai yra variniai, jie yra labai plastiški. Be to, toks vamzdis gaminamas ne tik išmatuotų medžiagų pavidalu, jį galima įsigyti nemažo ilgio ritiniais. Tai leidžia montuoti sistemą praktiškai be linijinių jungčių.
Tokiu atveju reikiama šildymo linijos konfigūracija pasiekiama lenkiant vamzdį, nereikės naudoti kampinių jungiamųjų detalių. Taip pat yra galimybė skersai įkišti vamzdžius su vėlesniu litavimu.
Norėdami sulenkti varinį vamzdį ir išvengti jo deformacijos, atlikite šiuos veiksmus.
Norėdami sulenkti varinius šildymo vamzdžius be išankstinio pašildymo, turėsite naudoti specialų įrenginį - vamzdžių lenktuvą. Tai leidžia jums gauti nurodytą lenkimo kampą, tuo pačiu užkertant kelią vamzdžio deformacijai. Jei bandysite tai padaryti rankiniu būdu, gausite pažeistą medžiagą, nes beveik visais atvejais vidinė sekcija yra labai sutrikdyta, o tai sukuria papildomą pasipriešinimą, dėl kurio sumažėja energijos nešiklio cirkuliacija.
Paprastesnis ir tuo labiau nereikalaujantis sudėtingų įrenginių yra šildomų vamzdžių lenkimas. Norėdami tai padaryti, vamzdžiai šildomi degikliu, pirmiausia juos reikia uždėti ant specialios spiralės, kuri neleis sumažinti skerspjūvio. Lenkimas atliekamas sklandžiu judesiu be trūkčiojimų.










Atminkite, kad kampą bus galima pakoreguoti tik pakaitinus, tačiau tai taip pat nepageidautina, toks poveikis gali neigiamai paveikti vamzdžio savybes.
Kapiliarinis litavimas
Šis varinių vamzdžių sujungimo būdas pagrįstas paviršiaus įtempimo jėgų veikimu, leidžiančiu sujungtų elementų jungtį užpildyti lydmetaliu.
Norint gauti aukštos kokybės ryšį, turi būti įvykdytos šios sąlygos:
- Sujungiamos dalys sujungiamos kištukiniu būdu. Norėdami tai padaryti, vieno elemento galas turi būti išplėstas (išplėstas), nepamirškite, kad tarpas tarp vamzdžių jungties vietoje turi būti dešimtosios milimetro.Tam tikslui geriau naudoti specialų plėtiklį arba flanšinį įrankį (vamzdžiui įkišti).
- Vamzdžiai valomi, priklausomai nuo litavimo, jie turi būti apdoroti srautu.
- Sujungę ruošinius, pradėkite tolygiai šildyti jungtį. Pasiekus reikiamą temperatūrą, litavimo laidą įneškite į liepsną. Lydymosi proceso metu skystas lydmetalis užpildys visą tarpą tarp vamzdžių jungties vietoje.
Kapiliarinio litavimo technologija, žinoma, turi savų niuansų, kurių neįmanoma apsvarstyti vieno straipsnio tome. Tačiau tokio tipo jungtys yra dažniausiai naudojamos, nes šildymas variniais vamzdžiais turi būti gražus, kad atitiktų savo kainą.
Nr. 6. Variniai vamzdžiai šildymui
Tęskime metalinių šildymo vamzdžių tyrimą. Variniai vamzdžiai pradėti naudoti jau XVII amžiuje ir vis dar aktyviai naudojami, nepaisant pigesnių variantų atsiradimo.
Privalumai:
- ilgaamžiškumas, palyginti su pastatų tarnavimo laiku. Variniai vamzdžiai ir jungiamosios detalės nepraranda savo savybių 100 ir daugiau metų;
- atsparumas korozijai, didelis sandarumas, nepraleidžia oro ir kaupiasi nuosėdos ant vidinio paviršiaus, todėl bėgant metams vamzdžių pralaidumas nemažėja;
- didelis šilumos laidumas;
- atsparumas ekstremalioms temperatūroms (darbinės temperatūros diapazonas nuo -200 iki +500С) ir slėgio šuoliai sistemoje;
- estetinė išvaizda.
Pagrindinis trūkumas yra didelė kaina. Brangi ne tik pati medžiaga, bet ir pagrindiniai gamintojai susitelkę už šalies ribų.
Jei atsižvelgsime į medžiagos ilgaamžiškumą ir problemų nebuvimą per ateinančius 100 metų, kaina neatrodo toks didelis trūkumas.Jei šildymo vamzdžių pasirinkimo klausimas nepriklauso nuo biudžeto, variniai vamzdžiai bus geriausias pasirinkimas.
Diegimo procesas yra specifinis, todėl geriau kreiptis pagalbos į profesionalus.
Kad šildymo sistema tarnautų ilgus metus, varinių vamzdžių su nelegiruoto plieno vamzdžiais geriau nederinti. Pastarasis labai greitai surūdys. Jei tokio derinio nepavyks išvengti, tada plieniniai vamzdžiai turi būti prieš varinius vamzdžius vandens judėjimo kryptimi.

Vario gaminių įvairovė

Variniai vamzdžiai klasifikuojami pagal skirtingus kriterijus. Vienas iš pagrindinių yra jų pagaminimo būdas. Pagal šį kriterijų produktai skirstomi į šiuos tipus:
- Neatkaitinti variniai vamzdžiai. Jie gaminami iš gryno metalo valcavimo arba štampavimo būdu. Vamzdžiai pasižymi dideliu stiprumu ir lengvai atlaiko 450 MPa slėgį. Šio metodo naudojimas turi tam tikrų trūkumų. Rezultatas yra sumažinto plastiškumo medžiaga, kuri šiek tiek riboja jos taikymo sritį.
- Atkaitintas. Vamzdžių apdirbimas atliekamas naudojant specialią technologiją. Jo esmė yra medžiagos pašildymas iki 700 laipsnių, o po to aušinamas. Aušinimas atliekamas palaipsniui. Dėl tokio apdorojimo vario gaminiai praranda savo stiprumą. Vietoj to, jo plastiškumas didėja. Dėl šios savybės varinis vamzdis plačiai naudojamas sudėtingos konfigūracijos vamzdyno statybai.
Pagal standartus variniai vamzdžiai gaminami trijų tipų, kurie pasižymi būdingais mechaninių ir eksploatacinių savybių skirtumais. Taigi, atsižvelgiant į kietumo laipsnį, vario gaminiai skirstomi į šiuos tipus:
- Tvirtas.Gaminiai plačiai naudojami vamzdynams, kurie turi būti didelio stiprumo. Vamzdžio paskirstymas montavimo proceso metu atliekamas tik pakaitinant. Dujotiekis gali turėti kelis posūkius. Norėdami sulenkti vamzdį pasirinktu kampu, turite naudoti vamzdžių lenktuvą.
- Pusiau kietas. Šio tipo variniai vamzdžiai gali lengvai atlaikyti plėtimąsi, jei skersmuo padidinamas 15%. Gaminys turi didesnį plastiškumą nei ankstesnė medžiaga. Tačiau, nepaisant to, jums reikia vamzdžių lenkimo lenkimo.
- Minkšti vamzdžiai. Gali atlaikyti pasiskirstymą ketvirčiu padidinus skersmenį. Šiuo atveju nėra tarpų ir įtrūkimų. Gaminį lengva sulenkti. Tam medžiagos nereikia šildyti. Minkšti variniai vamzdžiai plačiai naudojami šildymo ir vandens tiekimo sistemoms. Jie taip pat plačiai naudojami klojant grindinį šildymą.
Taip pat variniai vamzdžiai klasifikuojami pagal sekcijos formą. Jie yra apvalūs arba stačiakampiai. Pastarasis variantas yra daug brangesnis. Stačiakampiai vamzdžiai naudojami specialių elektros įrangos laidininkų gamybai. Taip pat variniai vamzdžiai gali būti skirtingo sienelių storio (0,6 – 3 mm) ir skersmens (12 – 267 mm). Įvairiose srityse naudojami gaminiai su tam tikrais parametrais. Taigi, Vamzdžiai naudojami dujotiekiui tiesti, kurio sienelės storis 1 mm, o vandentiekyje - 2 mm.
Gamyba
Vandentiekio ir šildymo vamzdynų tiesimui naudojami besiūliai vario gaminiai. Jie pagaminti naudojant tris technologijas:
- šaltas valcavimas – metalinis ruošinys deformuojasi pereinant tarp besisukančių ritinėlių. Kiaurymė sukuriama programinės įrangos metodu.Tada rankovė sukalibruojama pagal norimus matmenis;
- šaltas piešimas - pagrįstas ruošinio traukimu per piešimo įrankį (piešimo įrankį) specialiu kanalu, siaurėjančiu ilgiu. Piešimo procese metalas suspaudžiamas iki reikiamų geometrinių parametrų ir ištempiamas išilgai;
- karštas presavimas - vamzdžio gavimas ekstruzijos (ekstruzijos) būdu per matricos išleidimo angą.
Pramoninėje gamyboje gali būti naudojama viena iš šių technologijų arba jų derinys. Įrangos sudėtis ir technologinės operacijos gali šiek tiek skirtis, tačiau pagrindinis gamybos procesas visada susideda iš šių žingsnių:
- ruošinio paruošimas;
- šaltas valcavimas arba tempimas arba karštas presavimas;
- karščio gydymas;
- Vamzdžių ir įrankių tepimas;
- gatavų ir tarpinių produktų perdirbimas;
- pjaustymas į išmatuotas dalis arba vyniojimas į ritinius;
- gatavų gaminių kokybės kontrolė.
2 būdas: griovelių pjaustymas (ritininis griovelis)
Vamzdynai, sukurti sujungimu su galiniais grioveliais (rimavimo grioveliais), jau seniai buvo praktikuojami purkštuvų (drėkinimo) priešgaisrinių sistemų statyboje. Nuo 1925 m. šis visiškai patikimas vamzdžių sujungimo būdas naudojamas plieniniams ir geležiniams vamzdynams, skirtiems šildymo, vėdinimo, oro kondicionavimo ir kitoms sistemoms.










Tuo tarpu variniams vamzdžiams, kurių skersmuo nuo 50 mm iki 200 mm, taip pat galimas panašus raižytas mechaninis sujungimo būdas. Riektinio mechaninio sujungimo rinkinį sudaro:
- movos,
- tarpikliai,
- įvairios furnitūros.
Mechaninė raištelių sistema siūlo praktišką alternatyvą didesnio skersmens varinių vamzdžių litavimui. Atitinkamai, riekavimo būdas nereikalauja papildomo šildymo (atviros liepsnos panaudojimo), kaip ir litavimo atveju. kietasis arba minkštasis lydmetalis.
Varinio vamzdžio gale esantis raižytas griovelis yra vienas iš pagrindinių "raižytų griovelių" sujungimo būdo elementų. Išmatuojant po valcavimo nustatoma tinkama tvirtinimo detalė
Griovelių sujungimas pagrįstas vario plastiškumo savybėmis ir padidėjusiu šio metalo stiprumu šalto apdirbimo metu. Konstrukcija apima suspaudimo sistemos sandarinimą, kuriai naudojama sintetinė elastomero tarpinė (EPDM - Ethylene Propylene Diene Methylene) ir specialiai sukurtas spaustukas. Nemažai gamintojų visame pasaulyje siūlo įrankius griovelių sujungimams sukurti – tarpiklius, spaustukus, jungiamąsias detales.
Įvairių dydžių jungiamosios detalės ir darbiniai spaustukai su tarpikliais naudojami projektuojant jungtis, padarytas raižytų griovelių metodu
Riektinio griovelio jungties paruošimas ir padarymas
Kaip ir atliekant kitus belituojamojo vario sujungimo procesus, norint sukurti tvirtą, sandarų suvirinimo siūlę, svarbiausia tinkamai paruošti vamzdžio galą. Taip pat akivaizdu, kad kiekvienam varinių vamzdžių tipui tinkamai parinktas raižytas įrankis. Norint užtikrinti saugų ir be problemų tokio tipo jungčių paruošimą, būtina laikytis gamintojo rekomendacijų.
Šio tipo jungties leistinų slėgių ir temperatūrų lentelė
| Ryšio tipas | Slėgio diapazonas, kPa | Temperatūros diapazonas, ºC |
| Griovelis, D = 50,8 - 203,2 mm, tipas K, L | 0 — 2065 | minus 35 / plius 120 už K minus 30 / plius 80 už L |
| Ritinio griovelis, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm, tipas M | 0 — 1725 | minus 35 / plius 120 |
| 0 — 1375 | minus 30 / plius 80 |
Žingsnis po žingsnio mazgo surinkimo su raižytais grioveliais procesas:
- Iškirpkite varinių vamzdžių galus tiksliai statmenai ašiai.
- Po pjovimo pašalinkite atplaišas ir nusklembkite.
- Susukite griovelius iki norimų matmenų, kaip reikalauja jungiamosios detalės gamintojas.
- Patikrinkite jungiamąsias detales, tarpiklius, spaustukus, ar nepažeisti.
- Sutepkite tarpiklius pagal gamintojo rekomendacijas.
Prieš galutinį surinkimą patikrinkite, ar tvirtinimo paviršiai yra švarūs ir ar nėra šiukšlių. Surinkite mišinį pagal gamintojo rekomendacijas.
Praktiškai surinktas mazgo fragmentas, naudojant "knybavimo griovelio" metodą. Suspaudimo kronšteino elastinės tarpinės yra apdorojamos nedideliu kiekiu tepalo prieš galutinį varinių vamzdžių pritvirtinimą.
Priveržimo veržles reikia galutinai priveržti reikiamu sukimo momentu pagal gamintojo rekomendacijas. Priveržus varžtus, reikia dar kartą patikrinti suspaudimo sritį, kad įsitikintumėte, jog agregatas tinkamai sumontuotas.
Išbandoma visa raižyta sistema
Visos vamzdynų sistemos bandymai gali būti atliekami naudojant oro arba vandens slėgį. Hidropneumatinis metodas taip pat neatmetamas, kai taikomas gana didelis bandymo slėgis.
Tačiau reikia atsižvelgti į tai, kad bandymo slėgio vertė neturi viršyti didžiausio leistino darbinio slėgio, kurį nurodė rievuotų griovelių sistemos gamintojas.
Nr.7. Polipropileniniai vamzdžiai šildymui
Polipropileniniai vamzdžiai gaminami polimerų pagrindu, tokių vamzdžių yra keletas tipų, tačiau šildymo sistemoje dažniausiai naudojami PPs vamzdžiai iš specialaus propileno. Termoplastinės grupės medžiagos, apimančios visų tipų polipropileninius vamzdžius, yra nestabilios aukštai temperatūrai, todėl šildymo sistemoms reikia paimti tik sustiprintus vamzdžius, geriausia su stiklo pluoštu. Taigi, pavyzdžiui, PN25 tipo vamzdžiai yra sustiprinti, atlaiko slėgį sistemoje iki 25 atm ir +95C temperatūrą, trumpam pakylant iki +120C.

Privalumai:
- santykinai ilgas tarnavimo laikas. Gamintojų teigimu, ilgaamžiškumas siekia 50 metų;
- Atsparumas korozijai. Vidinis vamzdžių paviršius išlieka lygus per visą tarnavimo laiką, nepablogindamas pralaidumo. Dėl sandarumo deguonis nepatenka į sistemą ir nepažeidžia jos metalinių elementų;
- didelis mechaninis stiprumas;
- lengvas svoris;
- atsparumas žemai temperatūrai. Jei vanduo užšalo vamzdyje, jums nereikia jaudintis dėl vientisumo - dėl galimybės plėstis medžiaga nebus pažeista ir po atšildymo grįš į pradinę formą;
- hermetiška jungtis, kurią užtikrina specialios jungiamosios detalės ir suvirinimas;
- gana paprastas montavimo procesas. Atskiriems elementams sujungti su jungiamosiomis detalėmis naudojamas specialus suvirinimo aparatas, kuris liaudyje dažnai vadinamas lygintuvu ir lituokliu. Jungties suvirinimas užtrunka kelias sekundes, o išmokti dirbti su įrenginiu nėra sunku;
- mažas triukšmo lygis, kai vanduo juda vamzdžiais, ypač lyginant su metaliniais analogais;
- visiškas nekenksmingumas sveikatai;
- santykinai maža kaina.Polipropileniniai vamzdžiai kainuos pigiau nei metalo-plastiko ar nerūdijančio plieno vamzdžiai.
Tarp trūkumų:
- nesugebėjimas naudoti gaisro pavojingose vietose;
- dėl didelio tiesinio plėtimosi reikia naudoti kompensatorius.
Dažnai trūkumai yra mažas atsparumas karščiui, mažas standumas ir nestabilumas vandens plaktukui. Taip yra dėl netinkamo polipropileno vamzdžių pasirinkimo. Šildymo sistemoms reikalingi tik sutvirtinti gaminiai, kurie nesmunka, atlaiko aukštą temperatūrą ir slėgį. Be to, didelę reikšmę turi gamybos procesas: pažeidžiant technologiją, išeina netinkamos kokybės vamzdžiai, todėl geriau teikti pirmenybę patikimiems žinomiems gamintojams.










Lyginamųjų kainų apžvalga
Statybose, santechnikos parduotuvėse galite įsigyti šildymo vamzdžių, pagamintų iš įvairių medžiagų:
- Varis. Vidutinė 1 metro (20 mm skersmens) kaina yra 250 rublių. Leidžiama darbinio skysčio temperatūra - iki 500 laipsnių Celsijaus. Jie perduoda sroves, o tai yra trūkumas.
- Polipropilenas. Vidutinė 1 metro kaina yra 50 rublių. Tinka iki 95 laipsnių skysčių temperatūrai. Jie nesioksiduoja. Negali atlaikyti stipraus vandens plaktuko.
- Metalas-plastikas. Vidutinė 1 metro kaina yra 40 rublių. Maksimali temperatūra iki 150 laipsnių. Aktyvaus veikimo laikas – 15 metų.
Kainos skiriasi priklausomai nuo skersmens, sienelės storio, gamintojo šlovės.
 Variniai vamzdžiai šildymui
Variniai vamzdžiai šildymui
Rūšys
Polipropileno vamzdžių tipai, priklausomai nuo konstrukcijos:
- kietas - pagamintas iš vienalyčio plastiko;
- armuotas – gamyboje naudojamos dvi ar daugiau medžiagų, kurios derinamos viena su kita.
Sustiprinti vamzdžiai turi keletą skirtumų nuo kietų dalių:
- išorinė pusė padengta aliuminio folija;
- detalės viduje gali būti papildoma aliuminio danga;
- vamzdžiai gali būti sutvirtinti stiklo pluoštu.
Polipropileno vamzdžių su armatūra klasifikacija:
- Aliuminis. Galima sutvirtinti ištisiniu sluoksniu arba tinkleliu su mažomis skylutėmis. Papildomo metalo sluoksnio buvimas sumažina plastiko šiluminį plėtimąsi, padidina stiprumą, atsparumą slėgiui.
- Stiklo pluoštas. Jie turi sluoksniuotą struktūrą. Pagrindiniai sluoksniai yra du polipropileno sluoksniai, tarp kurių yra armuojantis stiklo pluošto sluoksnis.
- Metalas-polimeras. Susideda iš 5 sluoksnių. Išorė ir vidus polipropilenas. Tarpiniai sluoksniai – klijai. Centras yra aliuminis.
Armuotų gaminių techninės charakteristikos yra aukštesnės nei dalių, pagamintų iš vienalytės medžiagos.
 Įvairūs polipropileniniai vamzdžiai
Įvairūs polipropileniniai vamzdžiai
Specifikacijos
Techninės polipropileno vamzdžių charakteristikos:
- Atsparumo šalčiui indeksas - iki -15 laipsnių. Iš šios medžiagos pagaminti vamzdžiai netinka lauko vandens vamzdžių gamybai.
- Žemas šilumos laidumas. Dėl to skystis iš vieno vamzdyno galo į kitą pasiekia minimalų temperatūrų skirtumą.
- Polipropileno tankis yra 0,91 kg/cm2.
- Medžiagos cheminis atsparumas.
- Didelis linijinio plėtimosi greitis.
- Mechaninis stiprumas - 35 N / mm.
- Polipropileno minkštėjimas prasideda nuo 140 laipsnių.
- Atsparumas šilumnešiams - iki 120 laipsnių.
- Plastikas lydosi nuo 170 laipsnių.
- Darbinio slėgio diapazonas yra 10–25 atmosferos.
Vamzdžiai iš šios medžiagos gaminami nuo 10 iki 125 mm skersmens. Dalys sujungiamos naudojant specialų lituoklį. Litavimo dėka gaunama tvirta, sandari siūlė.