
- 1 Variniai vandentiekio vamzdžiai - technologinės savybės ir privalumai
- Prisijungimo būdai
- Montavimas
- Kaip lituoti varinius vamzdžius, žingsnis po žingsnio instrukcijas
- Ryšio paruošimas
- Flux taikymas
- Litavimas
- Vario gaminių veislės
- Paskyrimu
- Pagal gamybos būdą
- Pagal sekcijos formą
- Pagal kietumo laipsnį
- Apvijų tipai
- Kokios jungiamosios detalės yra rinkoje?
- Variantas #1 – suspaudimo elementai
- 2 variantas – kapiliarinės jungiamosios detalės
- 3 variantas – presuojamos jungiamosios detalės
- Montavimo gaminių tipai
- Visų diametrų vamzdžių montavimo ir litavimo niuansai
- „Pasidaryk pats“ žingsnis po žingsnio atlikite 7 veiksmus
- Specifikacijos
- Vamzdžių klasifikacija
- Norminiai reikalavimai
- Varinių vandens tiekimo vamzdžių montavimas
- Reikalingi įrankiai ir medžiagos
- Darbo eiga
- Montavimo ypatybės
1 Variniai vandentiekio vamzdžiai - technologinės savybės ir privalumai
Visų pirma, vario vamzdžiai vandentiekiui patrauklūs savo jėga. Kieti gaminiai, kurių skersmuo 12 mm, sienelės storis tik 1 mm, yra skirti 100 barų darbiniam slėgiui esant 250 °C temperatūrai. Varinis vamzdynas ant jungiamųjų detalių, sumontuotas kietuoju litavimu, atlaiko didesnę nei 500 atm apkrovą ir iki 600 °C temperatūrą. Daugelis medžiagų tampa trapios, kai temperatūra nukrenta.Varis yra išimtis – mažėjant temperatūrai didėja šio metalo stiprumas ir plastiškumas.
Ši savybė užtikrina pakartotinio varinių vamzdžių užšaldymo ir atšildymo leistinumą (priklausomai nuo gaminių kietumo iki 3 kartų). Net jei įvyksta avarija, ji yra tik vienoje vietoje, kitaip nei plieniniai vamzdynai, kuriuose gūsis plinta visame vamzdyje. Todėl pašalinti vario gaminių užšalimo pasekmes nėra sunku, o plieno sistema turi būti visiškai pakeista.

Variniai vamzdžiai yra lengvai apdirbami ir labai technologiškai pažangūs bet kurioje instaliacijos dalyje: pravažiuojant skyles, lenkiant kampus ir kitas kliūtis, montuojant įrangą, montuojant atšaką ant jau baigto vamzdyno. Visiems darbams atlikti reikalingas paprastas mechanizuotas ir rankinis įrankis.
Varinės sistemos yra universalios – visų tipų komunalinėms paslaugoms naudojamos to paties standarto jungiamosios detalės ir vamzdžiai. Tai užtikrina vieno įrengimo būdo ir tos pačios įrangos naudojimą. Labiausiai paplitęs ir patikimiausias varinių vamzdžių sujungimo būdas yra kapiliarinis litavimas. Litavimo plotis, net ir esant mažam skersmeniui, yra ne mažesnis kaip 7 mm ir užtikrina didesnį montavimo stiprumą nei naudojant žinomus sujungimo būdus, įskaitant bet kokį suvirinimą.

Atliekant bandymus visada būdavo vamzdžio korpuso lūžis, jungčių sandarumas, taip pat ir aptarnaujamų, nebuvo pažeistas nė karto. Kapiliarinis litavimas leidžia greitai ir lengvai surinkti. Jo pranašumai ypač akivaizdūs lyginant su suvirinimu, kuris reikalauja didesnio tikslumo ir kruopštumo dirbant su plastikiniais vamzdžiais, arba didelių gabaritų įranga plieninių sistemų atveju.
Be didelio ilgaamžiškumo ir patikimumo jungčių (presavimas, litavimas, suvirinimas), yra ir tokių, kurioms nereikia specialių įgūdžių ir įrankių – naudojant jungiamąsias detales greitam montavimui nelaimingų atsitikimų atveju, taip pat neslėginėse sistemose (savarankiškai). -užrakinimas, suspaudimas ir pan.). Tai užtikrina montuotojo darbo efektyvumą ir lankstumą. Draudžiama sriegti varinius vamzdžius, tačiau kombinuotos jungiamosios detalės leidžia paprastai pereiti prie sriegimo presuojant ar lituojant.
Dėl vario plastiškumo, naudojant mechanizuotą arba rankinį plėtiklį, galima sujungti vamzdžius kapiliariniu litavimu, nenaudojant jungiamųjų detalių. Tai leidžia (kai kuriais atvejais žymiai) sumažinti sistemos kainą jos įrengimo metu. Sujungimo būdas užtikrina garantuotą parametrų stabilumą ir sistemos patikimumą.
Varinį vamzdyną leidžiama įstatyti į sienas ir grindis, jei gaminiai naudojami izoliacijoje, gofruotasis vamzdis, apvalkalas, kur dėl tiekiamo vandens temperatūros svyravimų užtikrinamas šiluminis plėtimasis arba montuojamas dėžėje. Aptarnaujamos jungtys neturi būti monolitinės, nesuteikus prieigos prie jų. Atvirai klojami variniai vamzdžiai yra labai estetiški, gali būti nudažyti, tačiau reikia tokio išdėstymo, kuris apsaugotų nuo atsitiktinio sugadinimo rizikos.
Prisijungimo būdai
Šių gaminių montavimas gali būti atliekamas dviem būdais: srieginiu sujungimu arba litavimo būdu. Varis ir jo pagrindu suformuoti lydiniai gali būti sujungti tiek aukštos, tiek žemos temperatūros litavimo būdu.

Vandens tiekimo sistemoms litavimas žemoje temperatūroje daugiausia naudojamas naudojant įvairius lydmetalius, išskyrus švino-alavos.Juose yra didelė dalis švino, kurio negalima naudoti. geriamojo vandens vamzdynams lituoti. Tokių sistemų surinkimui geriau rinktis alavo-vario arba sidabro turinčius lydmetalius. Jie sukuria geros kokybės siūlę ir atitinka visus santechnikos sistemų stiprumo, patikimumo ir ilgaamžiškumo reikalavimus. Kaip srautą galite paimti kanifoliją – vazelino pastą, į kurią įeina kanifolija, cinko chloridas ir techninis vazelinas. Jis turi lengvai tepamą pastos konsistenciją.
Montavimas
Varinių vamzdynų montavimas atliekamas naudojant specialias jungtis - jungiamąsias detales arba naudojant suvirinimą. Per presuojamas ar sulankstomas jungtis vamzdžiai tvirtai sujungiami su šildymo sistemos elementais, tačiau dažniausiai naudojamas suvirinimas. Montuojant atkaitintus varinius vamzdžius, kur reikia, juos galima sulenkti taip, kad sumažėtų bendras jungčių ir jungčių skaičius. Tam naudojamas vamzdžių lenktuvas, kurio dėka galima pasiekti reikiamą nuolydį nepažeidžiant bendro sistemos praeinamumo.

Suspaudimo jungiamųjų detalių montavimas nereikalauja specialios įrangos: vamzdis tiesiog įkišamas į griovelį, kol sustos, o tada tvirtai prisukamas veržle, o pati medžiaga turi būti prispaudžiama prie jungiamosios detalės korpuso. Norint pasiekti maksimalų prigludimą ir visišką sandarumą, reikia naudoti du raktus. Tai visa įranga, kurios jums prireiks. Tačiau nereikėtų pamiršti ir presuojamųjų tvirtinimo detalių specifikos, kuri apima visišką sandarumo kontrolę – tokios sistemos periodiškai pradeda „varvėti“, todėl siūlių negalima užmūryti, prieiga prie vamzdžių turi būti atvira.

Presavimo jungiamosios detalės montuojamos naudojant specialias presavimo mašinas, tai gana brangus montavimo variantas, tačiau jungtis tvirta ir patikima, tačiau vientisa. Specialistai pažymi, kad kapiliarinis litavimas laikomas universaliausiu varinių vamzdynų montavimo būdu, šis metodas leidžia sujungti vienodo skersmens vamzdžių segmentus tarpusavyje. Norėdami tai padaryti, viename iš galų atliekamas platinimas, tai yra, jo skersmuo šiek tiek padidinamas, tai leidžia įkišti vieną vamzdį į kitą.

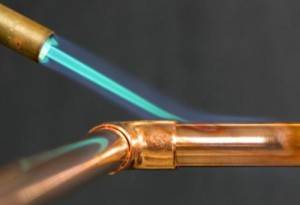
Jungtis nuvaloma specialia kempine arba metaliniu šepečiu, o tada sujungiami paviršiai padengiami fliusu – tai speciali kompozicija, užtikrinanti maksimalų metalo sukibimą su litu. Taip apdoroti vamzdžiai nuosekliai įkišti vienas į kitą taip, kad tarpas tarp jų neviršytų milimetro dalies. Toliau lydmetalis kaitinamas suvirintu degikliu, o kai medžiaga pasiekia lydymosi temperatūrą, visi atsiradę tarpai užpilami išlydyta kompozicija.

Užpildžius siūlę, ją reikia atvėsinti, tam galite nuleisti jungtį į vandenį arba tiesiog palikti lauke. Apskritai šis procesas, kaip ir remontas, yra gana paprastas, tačiau reikalauja tikslumo, kruopštumo ir saugos taisyklių laikymosi. Variniai vamzdžiai yra estetiški, tačiau kartais vartotojai tokius gaminius dažo taip, kad vamzdynas atitiktų bendrą interjero koncepciją.

Labai svarbu, kad tam naudojami dažai atitiktų šias sąlygas:
- danga neturėtų keisti spalvos veikiant aukštai temperatūrai;
- dažai turi patikimai apsaugoti nuo bet kokio išorinio poveikio;
- net minimalus lupimasis yra nepriimtinas.

Prieš dengiant dažus, vamzdžius patartina padengti gruntu, ekspertai rekomenduoja naudoti švino-raudoną švino kompoziciją. Turėkite omenyje, kad dažai neįsigeria į varį, todėl juos reikia labai atsargiai paskleisti teptuku. Ir net tokiu atveju daugiau ar mažiau tolygų padengimą galima pasiekti tik po 2-3 sluoksnių. Tačiau galite naudoti dažus iš purškimo skardinės, jie pasiskirsto daug tolygiau.








Kaip savo rankomis prijungti varinius vamzdžius, žiūrėkite šį vaizdo įrašą.
Kaip lituoti varinius vamzdžius, žingsnis po žingsnio instrukcijas
Žingsnis po žingsnio darbas leidžia gauti aukštos kokybės ryšius. Atliekant procesą, nereikia skubėti, reikia laikytis visų taisyklių ir rekomendacijų.
Ryšio paruošimas
Pirmajame etape paruošiamos reikiamos reikiamų matmenų dalys. Pjovimui naudojamas vamzdžių pjaustytuvas, kuris turi būti griežtai statmenas vamzdynui. Pirmiausia vamzdis užspaudžiamas įrankio laikiklyje tarp ašmenų ir atraminių ritinėlių.
 Pjoviklis vieną ar du kartus sukasi aplink pjaunamą segmentą.
Pjoviklis vieną ar du kartus sukasi aplink pjaunamą segmentą.
Tada priveržiamas varžto mechanizmas. Po to pjovimo procesas kartojamas. Tokie veiksmai atliekami tol, kol bus galutinai nupjautas vamzdis.
Norėdami paruošti reikiamo dydžio dalis, galite naudoti ir metalinį pjūklą su metaliniu peiliuku. Tačiau su tokiu įrankiu ne visada įmanoma atlikti tolygų pjovimą. Be to, naudojant metalinį pjūklą susidaro daug metalinių drožlių.
Todėl reikia skirti didelį dėmesį, kad jie nepatektų į sistemą.Juk pjuvenos gali pakenkti brangiai įrangai arba sukelti spūstis inžinerinėse komunikacijose.
 Vamzdžių pjaustytuvas leidžia pjauti tiesiai. Tada nuo vamzdžio galo pašalinamos atplaišos.
Vamzdžių pjaustytuvas leidžia pjauti tiesiai. Tada nuo vamzdžio galo pašalinamos atplaišos. Vidinis gaminio paviršius nuvalomas ir nuriebalinamas. Tie patys veiksmai atliekami su antruoju segmentu.
Vidinis gaminio paviršius nuvalomas ir nuriebalinamas. Tie patys veiksmai atliekami su antruoju segmentu.
Kitame etape naudojamas vamzdžių plėtiklis arba valcavimas. Tai leidžia padidinti vieno iš segmentų skersmenį, kad būtų galima sujungti dalis. Tarpas tarp jų turi būti 0,02-0,4 mm. Esant mažesnėms vertėms, lydmetalis negalės į jį prasiskverbti, o esant didesniems dydžiams, kapiliarinio efekto nebus.
Flux taikymas
Flusas tepamas lygiu sluoksniu minimaliu kiekiu ant išorinio gaminio paviršiaus, kuris įterpiamas į prijungtą segmentą.
 Operacija atliekama šepetėliu. Jis gali būti įtrauktas į reagentų rinkinį.
Operacija atliekama šepetėliu. Jis gali būti įtrauktas į reagentų rinkinį.
Jei jo nėra, naudojamas teptukas. Būtina naudoti įrankį, kuris nepalieka pluoštų.
Litavimas
Procesas prasideda nuo dujotiekio dalių sujungimo. Jis atliekamas panaudojus fliusą.
 Ant sudrėkinto paviršiaus neturi būti pašalinių medžiagų.
Ant sudrėkinto paviršiaus neturi būti pašalinių medžiagų.
Sujungus vamzdį ir jungiamąją detalę, paskutinis elementas sukasi tol, kol jis visiškai uždedamas ant dujotiekio segmento. Šis veiksmas taip pat leidžia srautą paskirstyti visoje sujungiamoje srityje. Jei iš tarpo tarp dalių išeina eksploatacinės medžiagos, ji pašalinama servetėle ar skudurėliu, nes tai yra agresyvi cheminės kilmės kompozicija.
Žemos temperatūros litavimo procesas prasideda degikliui įjungus. Jo liepsna nukreipiama į sujungimo vietą ir nuolat juda išilgai jungties, kad ji vienodai įkaistų.Įkaitinus dalis, ant tarpo tarp jų užtepamas lydmetalis. Eksploatacinės medžiagos pradės tirpti, jei sankryža buvo pakankamai šildoma. Šiuo metu degiklį reikia išimti iš jungties, nes eksploatacinės medžiagos užpildys tarpą. Minkšto lydmetalio nereikia specialiai kaitinti. Eksploatacinės medžiagos lydosi veikiant šilumai iš šildomų dalių.
 Minkštas varinių vamzdžių litavimas
Minkštas varinių vamzdžių litavimas
Vamzdyno elementų jungtys atliekamos nuolat kontroliuojant varinį šildymą. Metalo negalima perkaitinti! Jei šios taisyklės nesilaikoma, srautas bus sunaikintas. Todėl oksidai nuo dalių nepašalinami. Dėl to pablogėja siūlių kokybė.
Kietasis litavimas prasideda nuo vienodo ir greito jungiamų dalių kaitinimo. Tai atliekama naudojant vidutinio intensyvumo ryškiai mėlynos spalvos liepsną.
Lydmetalis ant jungties dedamas, kai elementai įkaitinami iki 750°C temperatūros. Jis pasiekia norimą vertę, kai varis tampa tamsiai vyšninės spalvos. Kad lydmetalis geriau išsilydytų, jį galima papildomai kaitinti degikliu.
Atvėsus siūlei, siūlė nuvaloma šluoste, kad pašalintų srauto likučius. Priešingu atveju medžiaga gali sunaikinti varį. Jei ant dujotiekio paviršiaus susidarė lydmetalio antplūdis, jis pašalinamas švitriniu popieriumi.
Vario gaminių veislės
Šiuo metu yra keletas varinių vamzdžių rūšių. Žemiau pateikiami pagrindiniai.







Paskyrimu
Šie vamzdžiai naudojami pagal paskirtį:
- baldams - iš chromo - 25 mm;
- komercinei įrangai - ovalus gaminys - 25 mm;
- baldų atramų gamyboje - 50 mm (baras);
- virtuvės kambariui - 50 ir 26 mm (turėklai ir baras).
Baldų gamyboje naudojamas baldų chromuotas vamzdis. Jis naudojamas pagrindinėje baldų konstrukcijoje – kaip metalinis strypas. Skirtingai nuo apvalaus, jis turi stačiakampį skerspjūvį. Dažniausiai naudojamas profilis 40*100, 40*80, 50*50.
Jis montuojamas tik ant lygaus paviršiaus, taip pat naudojamas remonto metu ir automobilių gamyklose - kuriant tvirtą rėmą.
Pagal gamybos būdą
Priklausomai nuo gamybos būdo, tokie variniai vamzdžiai naudojami kaip:
Neatkaitinti variniai vamzdynai. Jis pagamintas iš gryno metalo, naudojant štampavimą.
Jis turi didelį tempimo stiprumą. Tokiu atveju metalas tampa mažiau plastiškas, o po to yra tam tikrų apribojimų naudoti tokį vamzdį.
Atkaitinti variniai vamzdžiai yra plastikiniai, ši kokybė palengvina montavimo procesą
Atkaitintas varinis vamzdis. Tai atliekama naudojant specialią apdorojimo technologiją. Jis pašildomas iki 700 laipsnių Celsijaus, o po to atšaldomas. Tokiu atveju dujotiekio elementai tampa ne tokie tvirti, bet lankstesni.
Be to, jie gerai tempiasi – prieš lūžtant jų ilgis padidėja 1,5 karto.
Atkaitinti vamzdynų gaminiai yra minkštesni, todėl jų montavimas vyksta greičiau ir lengviau.
Pagal sekcijos formą
Pagal sekcijos formą paskirstyti:
- apvalūs vandens vamzdžiai;
- dujotiekio elementai, turintys stačiakampio formą. Jie naudojami elektros įrangos statoriaus apvijoje, kuri aušinama skystu būdu, sukurti laidininkus.
Varinių vamzdžių matmenis galima nustatyti pagal išorinį skersmenį, kuris yra 12–267 mm. Šiuo atveju bet kokio dydžio vamzdis turi tam tikrą sienelės storį, lygų 0,6–3 mm.
Tiekiant dujas į namus, naudojami vamzdžiai, kurių storis lygus 1 mm bent jau.
Montuojant santechniką, daugeliu atvejų naudojamas varinis vandentiekio vamzdis, kurio dydžiai yra: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm ir 52 x 2 mm.
Pagal kietumo laipsnį
Pagal kietumo laipsnį naudojami variniai vamzdžiai, tokie kaip:
Minkštas. Pažymėjimas yra M arba W. Jie gali atlaikyti plėtimąsi be įtrūkimų ir plyšimų, kai išorinis skersmuo išsiplečia 25%.
Tokie vamzdynų gaminiai naudojami, kai kuriama šildymo sistema arba tiesiami vamzdynai vartotojų vandens tiekimui. Tuo pačiu metu atliekamas vamzdyno sijos paskirstymas santechnikos ir šildymo prietaisams.
Minkšti vamzdyno elementai dažniausiai naudojami vandentiekio vamzdžių tiesimui ir remontui. Jų sujungimas laikomas paprasčiausiu – prijungti galima nenaudojant papildomos įrangos.
Variniai vamzdžiai gali atlaikyti aukštą per juos transportuojamų skysčių temperatūrą
Pusiau kietas. Jie turi tokius pavadinimus - P arba NN. Tokie vamzdynų gaminiai gali atlaikyti plėtimąsi, kai skersmuo padidėja 15%.
Kai jie yra sumontuoti, šildymas naudojamas vamzdžiams sujungti nenaudojant jungiamųjų detalių. Pusiau kietiems gaminiams lenkti arba išlenkti naudojamas varinių vamzdžių vamzdžių lankstiklis.
Tvirtas. Jie žymimi tokiomis raidėmis - T arba H. Sumontavus, paskirstymas atliekamas tik šildymo metu. Norėdami sulenkti vamzdį, naudokite vamzdžių lenktuvą.
Paskutiniai 2 vario gaminių tipai naudojami įvairių greitkelių tiesimui.
Taip pat tokios dalys naudojamos tiesiant dujotiekį, kurio mechaninis stiprumas turėtų būti padidintas.
Tokių vamzdžių sandarinimas laikomas svarbiu procesu. Juk jų atjungimas gali įvykti bet kada – pavyzdžiui, pasibaigus sandarikliui. Susidarius tokiai situacijai, teks visiškai perdaryti sąnarius.








Apvijų tipai
Gamintojai naudoja įvairių tipų varinių vamzdžių apvijas:
- FUM juosta. Ši juosta naudojama visų tipų srieginėms jungtims;
- kietėjantis sandariklis vandentiekiui. Tokia medžiaga naudojama tiek įvairiose įmonėse, tiek kasdieniame gyvenime;
- naminis sandariklis santechnikai. 1940-ųjų namuose įrengti vamzdžiai nepraleidžia.
Taip pat šis metodas gali būti taikomas, jei reikia šildyti iš varinių vamzdžių.
Jei raudono švino nėra, reikia naudoti įprastus PF dažus.
Sandarinimas dirbant su skysčiams laidžiomis sistemomis yra privalomas
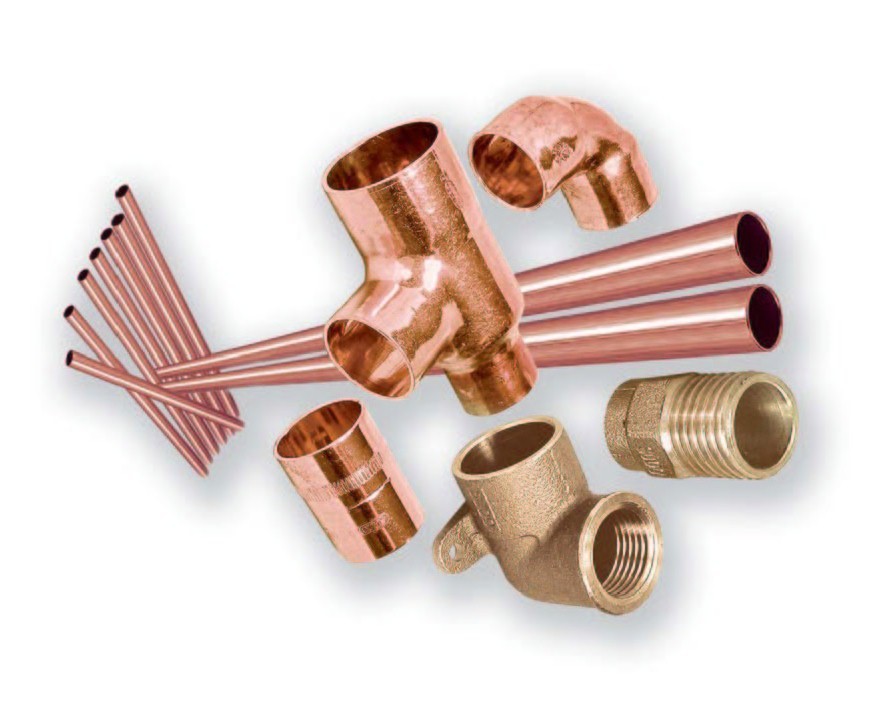
Kokios jungiamosios detalės yra rinkoje?
Variniai vamzdynai yra gana paprasti ir lengvai montuojami. Taip yra dėl to, kad yra daugybė jungčių ir jų jungiamųjų detalių tipų, todėl galima atlikti sudėtingos konfigūracijos sistemas. Atliekant montavimo darbus, didelių gabaritų specialios įrangos nereikia. Varinių vamzdynų jungtys laikomos patikimiausiais elementais. Priklausomai nuo naudojamo prijungimo būdo, yra keletas jungiamųjų detalių tipų.
Variantas #1 – suspaudimo elementai
Dalys komplektuojamos su specialiu suspaudimo žiedu, kuris užtikrina jungties sandarumą ir tvirtina jungiamąją detalę prie vamzdžio. Elementas priveržiamas rankomis, naudojant jungiamąją veržlę ir veržliaraktį. Pagrindinis suspaudimo dalių privalumas yra montavimo paprastumas.Nereikia specialios įrangos ar šildymo. Naudodami šį metodą galite montuoti dujotiekį labiausiai nepasiekiamose vietose. Montavimo darbo sąnaudos yra mažos, o gauta sistema yra gana patvari ir sandari. Suspaudimo jungiamosios detalės taip pat turi trūkumų. Jie nėra skirti aukštam slėgiui, juos reikia periodiškai tikrinti ir priveržti. Tokių detalių sukonkretinti neįmanoma.
Teoriškai suspaudimo elementai suteikia sulankstomą jungtį. Tačiau praktika rodo, kad po pirmo išmontavimo ir surinkimo, surinkimo patikimumas smarkiai sumažėja ir jį tenka keisti. Yra dviejų tipų suspaudimo jungiamosios detalės. Jie pažymėti raidėmis A ir B.
- A dalys naudojamos antžeminiams vamzdynams, pagamintiems iš pusiau kieto vario.
- B dalys naudojamos antžeminėms ir požeminėms komunikacijoms iš vamzdžių, pagamintų iš pusiau kieto ir minkšto metalo.
Abiejų tipų dalių montavimas atliekamas pagal panašią schemą.
Diagramoje parodytas suspaudimo tvirtinimo įtaisas. Jį lengva įdiegti, tačiau silpnas ryšys, kurį reikia reguliariai stebėti.
2 variantas – kapiliarinės jungiamosios detalės
Lituotos varinės jungiamosios detalės vadinamos kapiliarinėmis jungiamosiomis detalėmis. Jie sujungia vamzdžius su lydmetaliu, tai yra varine, alavo arba sidabrine viela, esančia po vidiniu detalės sriegiu. Montavimo metu armatūra uždedama ant vamzdžio, kuris iš anksto padengtas srautu. Sujungimo vieta kaitinama degikliu, kol metalinis lydmetalis išsilydo ir užpildo nedidelį tarpą tarp jungiamosios detalės ir vamzdžio. Po to dalims leidžiama atvėsti. Po to išorinis valymas atliekamas specialiu įrankiu. Vamzdis paruoštas naudojimui.
Jungiamosios detalės litavimo procesas apima lydmetalio naudojimą, kuris, ištirpęs, užpildo tarpą tarp dalių.
Šio ryšio metodo pranašumas gali būti laikomas dideliu patikimumu. Maksimalus agregato darbinis slėgis yra 40 barų, kai sistemos temperatūra yra 150°C. Kapiliarinis metodas suteikia labai tolygią ir tvarkingą siūlę, atliekant darbus naudojamas minimalus litavimo kiekis, montavimo darbų kaina yra gana prieinama. Santykiniai metodo trūkumai apima privalomą degiklio buvimą ir tam tikros kvalifikacijos bei patirties poreikį asmeniui, kuris dalyvaus montuojant.
3 variantas – presuojamos jungiamosios detalės
Dalių veikimo principas pagrįstas vario plastiškumo panaudojimu ir jautrumu deformacijoms, atsirandančioms veikiant mechaniniam įtempimui. Norint gauti tokią jungtį, vamzdis, kuris anksčiau buvo įkištas į presavimo jungiamąją detalę, yra prispaudžiamas preso žnyplėmis. Minimali užspaudimo jėga 32 kN. Tai leidžia sukurti vientisą tvirtą ryšį. Išilgai presuojamos jungiamosios detalės kontūro klojamas sandarinimo žiedas, kuris užtikrina jungties sandarumą. Jungiamoji dalis gali suktis, sandarumas ir stiprumas nuo to nenukenčia. Struktūriškai presuojamos jungiamosios detalės skiriasi dalimis su dvigubu ir vienu deformacinio suspaudimo kontūru.
Pagrindinis šių elementų privalumas – galimybė greitai sumontuoti nenaudojant elektrinių šildytuvų ar atviros liepsnos. Jie įrengiami objektuose, kuriuose draudžiama naudoti degiklius su atvira liepsna, taip pat įvairių rezervuarų, rezervuarų ir konteinerių viduje. Gauta jungtis yra stipresnė nei suspaudžiama dalis.Elementų trūkumai apima didesnę kainą nei litavimo jungiamosios detalės, o montavimo metu reikia naudoti specialią įrangą - hidraulinius arba elektrinius presus su skirtingų profilių ir skersmenų žnyplių rinkiniu.
Presuojamų jungiamųjų detalių montavimui jums reikės naudoti elektrinį arba hidraulinį presą su skirtingų skersmenų ir formų žnyplių rinkiniu
Montavimo gaminių tipai
Jungiamieji elementai, pagaminti iš metalo ir plastiko, gaminami tokiomis pat modifikacijomis kaip ir plieno bei plastiko gaminiai:
- Tiesios jungtys. Paprasčiausias gaminio tipas, skirtas sujungti du vienodo skersmens vamzdžius.
- Pereinamosios movos. Produktai, naudojami skirtingų sekcijų dydžių vamzdžiams sujungti.
- Kvadratai. Jungiamosios detalės, leidžiančios sujungti du vamzdžius stačiu kampu.
- Filialai. Produktai, leidžiantys pakeisti santykinę vamzdžių padėtį nuo 45 iki 120 °.
- Kryžiai. Jungtys, skirtos sujungti keturis vamzdžius 90° kampu.
- Marškinėliai. Jungiamosios detalės, jungiančios tris vamzdžio dalis, iš kurių viena sumontuota statmenai kitoms dviem.
- Kištukai. Produktai, skirti uždaryti vamzdžio galinę dalį. Jie turi vidinį arba išorinį sriegį, skirtą įsukti į vamzdį.
- Speneliai. Jungiamosios detalės, tai gaminiai, kurių abiejuose galuose yra išoriniai sriegiai, kurių pagalba jie sujungiami su kitomis dujotiekio atkarpomis.
- Futorki. Produktai, naudojami vamzdžiams prijungti prie matavimo priemonių. Viename jų gale yra vidinis sriegis, o kitame - išorinis sriegis.
- Armatūra. Elementai, leidžiantys prijungti vamzdį prie technologinės įrangos (katilo, katilo, filtro, šilumokaičio, kolektoriaus).
- Pavaros.Naudojamas vamzdžio ilgiui padidinti naudojant vidinį arba išorinį sriegį.
- amerikiečių. Produktai, primenantys spyglius su veržle. Jie gali būti tiesūs ir kampiniai, todėl galima keisti prijungtų vamzdžių judėjimo kryptį.

Visi išvardyti jungiamųjų detalių tipai turi sriegį – išorinį, vidinį arba kombinuotą. Be jų, dar yra vientisų jungiamųjų elementų, taip pat gaminių, jungiamų suvirinimo ar kapiliarinio litavimo būdu.
Jungiamieji elementai iš aukščiau esančio sąrašo yra populiariausi jungiamųjų detalių tipai, naudojami montuojant vamzdynus. Įrengiant sudėtingesnes ir labai specializuotas inžinerines sistemas, gali būti naudojamos kitos specialios jungiamosios detalės - fiksavimo veržlės, statinės, prailginimai ir kiti elementai.
Visų diametrų vamzdžių montavimo ir litavimo niuansai
Variniai vamzdžiai ir jungiamosios detalės santechnikai sujungiami sriegiu arba litavimo būdu, pirmasis būdas laikomas paprastesniu ir prieinamesniu neprofesionalams. Darbas prasideda nuo laidų schemos sudarymo ir filmuotos medžiagos skaičiavimo, nesant patirties, rekomenduojama numatyti 3–5 m atstumą.
„Pasidaryk pats“ žingsnis po žingsnio atlikite 7 veiksmus
„Pasidaryk pats“ varinė santechnika su srieginėmis jungtimis surenkama tokia seka:
- Vamzdžių pjovimas.
- Pjovimo vietoje esančių atbrailų valymas, ant vamzdžių su PVC izoliacija, nuvalomas izoliacinis sluoksnis.
- Nuolaužų pašalinimas.
- Jungiamosios veržlės ir įvorės uždėjimas ant vamzdžio.
- Armatūros paruošimas, sujungimas su veržle ir jungties priveržimas (iš pradžių ranka, tada veržliarakčiu).
- Plieninių vamzdžių sujungimas (jei reikia) naudojant pereinamąsias jungtis, privalomas srieginių jungčių sandarinimas.
- Nesandarumo testas.
Variniai vamzdžiai ir jungiamosios detalės vandentiekiui turi būti tinkamai sumontuoti.
Sujungimų būklės patikrinimas ir teisingas montavimas
Varinio vandens vamzdžio surinkimas naudojant presuojamas jungtis laikomas gana patikimu, sandarinimo kokybė priklauso nuo sukimo stiprumo. Šiai operacijai rekomenduojama naudoti specialias pneumatines arba hidraulines reples. Šio metodo trūkumas yra vandens tiekimo jungčių išvaizdos pablogėjimas, jei išvaizda vaidina lemiamą vaidmenį, tada sekcijas reikia sujungti litavimo būdu.









Litavimas laikomas patikimiausiu varinių vamzdžių prijungimo būdu. Veiksmų seka beveik tokia pati, kaip ir surinkimo su presavimo jungiamosiomis detalėmis: vamzdžiai nupjaunami ir kruopščiai apsaugoti nuo įbrėžimų.
Svarbu nuvalyti gaminius nuo dulkių ir oksidinės plėvelės likučių (vidaus ir išorės). Tada ant išorinio vamzdžio paviršiaus užtepamas fliusas, įkišama jungiamoji detalė su privalomu tarpu, sujungimo vieta tolygiai šildoma degikliu arba pūtikliu, renkantis antrąjį variantą reikia vengti perkaitimo. Norint patikrinti, ar pasiekta norima temperatūra, užtenka lengvai paliesti lituoklį, jei jis tirpsta, tada vieta jau įšilusi
Po to į kairįjį tarpą įkišamas lydmetalis ir sandarinama siūlė
Norint patikrinti, ar pasiekta norima temperatūra, užtenka lengvai paliesti lituoklį, jei jis tirpsta, tada vieta jau įšilusi. Po to į kairįjį tarpą įkišamas lydmetalis ir sandarinama siūlė.
Svarbus litavimo niuansas: šildymo ir prijungimo metu būsimo vamzdyno atkarpa turi likti nejudanti. Bet kokios pastangos ir judesiai leidžiami tik sustingus lydmetaliui.Surinkimo pabaigoje sistema turi būti nuplaunama nuo srauto likučių.
ŽIŪRĖTI VIDEO
Šildomus gaminius lengva lenkti, specialios spyruoklės suteikia norimą formą išlaikant sekciją. Optimali įranga lenktų elementų gamybai yra specialus vamzdžių lankstiklis, kurį patartina įsigyti atliekant didelius darbų kiekius. Sekcijos, surinktos lituojant sistemą, atrodo tvarkingiau nei sulenktos sriegiu. Tačiau, nepaisant akivaizdžių šio metodo pranašumų ir patikimumo, litavimas nėra atliekamas sprogiose vietose dėl atviros liepsnos. Priešgaisrinės saugos priemonės yra privalomos. Statyboje plačiai naudojami variniai vamzdžiai ir santechnikos jungiamosios detalės.
Specifikacijos
Spalvoto metalo klasė turi didelę įtaką valcuotų vamzdžių iš šios medžiagos techninėms charakteristikoms. Iš esmės variniai vandens vamzdžiai yra pagaminti iš gryno vario. Gaminant valcuotus gaminius, naudojami ir šio metalo lydiniai. Juose yra nedidelis kiekis legiruojančių komponentų.
Konkrečių priemaišų procentas varyje turi įtakos vamzdžių eksploatavimo sąlygoms, mechaninėms ir technologinėms savybėms. Spalvotųjų metalų elastingumas ir stiprumas didėja pridedant cinko, švino, geležies ir alavo.
Fosforo pagalba padidinamas lydinio atsparumas korozijai. Vario mechaninį atsparumą padidina berilis ir aliuminis. Valcuoto plieno gamintojai naudoja manganą, kad sumažintų nepageidaujamų priemaišų poveikį medžiagai.
Vamzdžių klasifikacija
Variniai vamzdžiai skiriasi skersmeniu. Ryšio pralaidumas priklauso nuo sekcijos dydžio. Standartinis vamzdžių skersmenų diapazonas svyruoja nuo 1/4 ″ iki 2 ″.Būsto viduje daugiausia naudojami šių dydžių vamzdynai:
- 1/2″ - dušui ir voniai;
- 3/8″ - virtuvės maišytuvui ir praustuvui;
- 1/4″ - tualeto, bidė ir ledo gaminimo aparato prijungimui.
 Varinis vandentiekio vamzdis duše.
Varinis vandentiekio vamzdis duše.
Gamintojai gamina dviejų tipų varinius vamzdžius:
- Atkaitinti gaminiai yra minkšti gaminiai, apdoroti aukšta 550–650 °C temperatūra. Atkaitinimas trunka 60-90 minučių, po to įkaitinti ruošiniai palaipsniui atvėsta. Procesas leidžia gauti lanksčius vamzdžius, atsparius aukštam slėgiui, staigiems temperatūros pokyčiams ir drėgnai aplinkai.
- Neatkaitinti gaminiai yra standesni, didesnio stiprumo, bet mažiau elastingi gaminiai.
Galima įsigyti valcuotų gaminių specialioje izoliacijoje su PVC apvalkalu. Šio tipo gaminių paviršiuje nesusidaro kondensatas.
Gaminami variniai vamzdžiai skiriasi ir sienelių storiu. Valcuotų gaminių naudojimo sritis priklauso nuo parametro, nes ši charakteristika turi įtakos didžiausiam darbiniam slėgiui sistemoje.
Storasieniai gaminiai su raide "K" naudojami įvedimui ir priešgaisriniuose tinkluose. Dažnai gaminiai storomis sienomis klojami į žemę. Norint sujungti atskiras tokio vamzdžio valcavimo dalis, dažnai naudojamos suspaudimo jungiamosios detalės.
Plonasieniai gaminiai su raide „M“ naudojami buitiniams tinklams kurti, tačiau turi daug apribojimų. Dažniausiai, montuojant vandentiekio sistemas, naudojami vamzdžiai, pažymėti "L".
Norminiai reikalavimai
Gaminiai su storomis sienelėmis, pagaminti presuojant ir naudojant šaltą deformaciją, turi atitikti GOST 617-2006 nurodytas specifikacijas.Ištemptas plonasienis vamzdis gaminamas pagal GOST 11383-75.
Žinomi ir atsakingi gamintojai gamina itin tikslius gaminius. Jo charakteristikos atitinka GOST 26877-2008. Varinių vamzdžių gamyboje naudojami lydiniai ir pirminis varis, laikantis GOST 859-2001 reikalavimų.
Varinių vandens tiekimo vamzdžių montavimas
Prieš pradėdami dirbti, turite sudaryti būsimos vandentiekio konstrukcijos schemą ir, remiantis ja, apskaičiuoti valcuoto vamzdžio filmuotą medžiagą ir jungiamųjų elementų skaičių (presavimo movos, trišakiai, lenkimai, adapteriai ir kt.).
Reikalingi įrankiai ir medžiagos
Norėdami atlikti vamzdžių valcavimo vario lydinio montavimą, turite paruošti įrankių rinkinį, kurį sudaro:
- Metalo arba vamzdžių pjovimo pjūklai.
- Replės.
- Rankinis kalibratorius.
- Veržliarakčiai arba dujinis degiklis (vamzdžio atkarpos šildymui jungiant dalis litavimo būdu).
- Failas.
Vamzdžių sekcijų sujungimui, atsižvelgiant į pasirinktą prijungimo būdą, reikės šių medžiagų:
- Montavimas.
- FUM - juosta, skirta nuimamų jungiamųjų detalių sandūroms sandarinti.
- Lydmetalis ir srautas (litavimo gaminių atveju).
Atsargumo priemonės
Varinių gaminių litavimas atliekamas, kai jie yra kaitinami iki aukštų temperatūrų, todėl dirbant būtina dėvėti apsauginius drabužius ir naudoti priešgaisrinį skydą. Nuo jungiamų dalių kontaktinėje zonoje būtina nuimti gumines ar plastikines pynes. Montuojamas vožtuvas turi būti atsuktas, kad neištirptų sandarinimo žiedai.










Lituojant varinius gaminius jau sumontuotoje vamzdynų sistemoje, reikia atidaryti visus uždarymo vožtuvus, kad dėl kai kurių sekcijų šildymo slėgio lygis vamzdžiuose neviršytų leistinų verčių.
Darbo eiga
Vamzdžių segmentų prijungimas naudojant jungiamąsias detales atliekamas tokia seka:
- Iškirpkite reikiamo dydžio vamzdžių dalis.
- Jei vandentiekis surenkamas iš varinių vamzdžių su PVC izoliacija, tada šis sluoksnis turi būti pašalintas gaminių galuose.
- Nuvalykite pjūvio liniją šlaunele.
- Nuimkite kampą.
- Ant paruoštos dalies pakaitomis uždėkite jungiamąją veržlę ir suspaudimo žiedą.
- Prijunkite jungiamąją detalę prie veržlės ir priveržkite sriegius pirmiausia ranka, o paskui veržliarakčiu.
- Vietose, kur montuojama perėjimo jungtis iš varinio vamzdžio į plieninį vamzdį, jungčių sandarumas užtikrinamas naudojant FUM - juostą.
Jungdami vamzdžius lituodami savo rankomis, turite laikytis aukščiau aprašytų atsargumo priemonių ir turėti tam tikrų įgūdžių. Paruošimo procesas ir pats litavimas apima šiuos veiksmus:
- Reikiamo ilgio vamzdžių pjovimas vamzdžių pjaustytuvu arba metalo pjūklu.
- Šilumą izoliuojančio sluoksnio (jeigu yra) ir susidariusių nuolaužų pašalinimas jų galuose.
- Oksido plėvelės pašalinimas litavimo zonoje smulkiu abrazyviniu švitriniu popieriumi.
- Tvirtinimo šlifavimas.
- Išorinio dalių paviršiaus tepimas fliusu.
- Vamzdžio galą įkišti į jungiamąją detalę taip, kad tarp dalių liktų ne didesnis kaip 0,4 mm tarpas.
- Dujinio degiklio elementų kontaktinės zonos pašildymas (pavaizduota žemiau).
- Lydmetalio įterpimas į tarpą tarp jungiamosios detalės ir varinio vamzdžio galo.
- Litavimo siūlė.
- Sistemos plovimas nuo srauto dalelių.
Varinių vamzdžių valcavimo gaminių litavimo procesą galite peržiūrėti vaizdo įraše:
Montavimo ypatybės
Montuojant litavimo būdu susidaro vientisos jungtys, kurioms nereikia priežiūros ir kurios laikomos patikimiausiomis eksploatacijoje. Bet norėdami lituoti varinę santechniką, turite turėti pakankamai tokio darbo patirties ir atitinkamų žinių. Pradedantieji gali pasinaudoti šiomis rekomendacijomis:
- Varinių gaminių negalima valyti abrazyviniais valikliais, šiurkščiu švitriniu popieriumi ar vieliniu šepečiu, nes jie subraižys varį. Gilūs paviršiaus įbrėžimai trikdo litavimo jungtį.
- Flux yra gana agresyvi medžiaga, turinti didelį cheminį aktyvumą. Teptuku užtepkite plonu sluoksniu. Jei paviršiuje yra pertekliaus, dalių sujungimo proceso pabaigoje jas reikia nedelsiant pašalinti.
- Kontaktinė zona turi būti pakankamai pašildyta, bet ne per daug, kad metalas neištirptų. Pats lydmetalis neturėtų būti šildomas. Ją reikia tepti ant šildomo detalės paviršiaus – jei pradės tirpti, tuomet galima pradėti lituoti.
- Vamzdžius reikia sulenkti taip, kad nesusiglamžytų ir nesisuktų.
- Vario gaminiai turi būti montuojami prieš aliuminio arba plieno profilius vandens tekėjimo kryptimi, kad būtų išvengta greitos pastarųjų korozijos.
- Pereinant nuo varinių vamzdžių prie kitų metalų sekcijų, rekomenduojama naudoti jungiamąsias detales iš žalvario, bronzos arba nerūdijančio plieno.



