
- Ko reikia varinių vamzdžių litavimui
- Varinių detalių litavimo būdai
- Aukštos temperatūros junginių savybės
- Kietasis litavimas
- Saugos priemonės lituojant varinius vamzdžius
- Šilumos tinklų atšakų šiltinimas
- Varinė vandentiekio sistema
- Varinis vamzdis oro kondicionieriams
- Dremel lituokliai
- Kiti litavimo variantai: darbas su variniais vamzdžiais ir įvairiais metalais
- Varinių vamzdžių litavimo niuansai: kaip tai padaryti teisingai
- Kaip lituoti varinę vielą prie aliuminio
- Kaip lituoti varį ir nerūdijantį plieną
- Vario litavimas geležimi - ar tai įmanoma
- Reikalingi įrankiai ir medžiagos
- Prietaisai (lituokliai)
- Lydmetaliai ir kitos eksploatacinės medžiagos
- Vandens tiekimo iš varinių vamzdžių įrengimas
- Kaip pasirinkti tinkamą lydmetalį?
- Paruošimas litavimui
- Įranga
- medžiagų
- Baigtų vandens vamzdžių, pagamintų iš varinių vamzdžių, pavyzdžiai
- Minkšto litavimo technologija
- Klaidų išvengimas
- Vario litavimo taisyklės
- Didelių dalių litavimas
- Litavimo laidai arba viela
- Litavimo indai arba litavimo skylės varyje
Ko reikia varinių vamzdžių litavimui
Varinių vamzdžių litavimas, kurį nėra sunku padaryti savo rankomis, nereikalauja brangios įrangos ir jokių specialių medžiagų. Norint tinkamai jį įgyvendinti, jums reikės šių įrenginių.
Degiklis, kurio dėka bus šildomas lydmetalis ir vamzdžio dalis, kurioje jie bus prijungti.Paprastai į tokį degiklį tiekiamos propano dujos, kurių slėgį reguliuoja suvirinimo reduktorius.
Specialus įrankis variniams vamzdžiams pjauti. Kadangi gaminiai iš šio metalo yra labai minkšti, juos reikia pjauti pakankamai švelniai, kad nesusiglamžytų sienų. Šiuolaikinėje rinkoje siūlomi įvairių modelių vamzdžių pjaustytuvai, kurie skiriasi tiek savo funkcionalumu, tiek techninėmis galimybėmis.
Atskirų tokių įrenginių modelių dizainas, kuris yra svarbus, leidžia juos naudoti net darbui sunkiai pasiekiamose vietose.
Vamzdžių plėtiklis yra įrenginys, leidžiantis išplėsti varinio vamzdžio skersmenį, o tai būtina norint geriau lituoti. Įvairiose sistemose, montuojamose iš varinių vamzdžių, naudojami tos pačios sekcijos elementai, o norint juos kokybiškai sujungti, reikia šiek tiek padidinti vieno iš sujungtų elementų skersmenį. Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Varinių vamzdžių platinimo rinkinys
Įtaisas varinių vamzdžių galams nusklembti. Po apipjaustymo dalių galuose lieka įbrėžimų, kurie gali trukdyti gauti kokybišką ir patikimą ryšį. Norint juos pašalinti ir vamzdžių galams suteikti reikiamą konfigūraciją, prieš litavimą naudojamas nusklembtuvas. Šiandien rinkoje yra dviejų pagrindinių tipų nusklembimo įtaisai: įdedami į apvalų korpusą ir pagaminti pieštuko pavidalu. Patogesni naudoti, bet ir brangesni yra apvalūs įrenginiai, galintys apdoroti minkštus varinius vamzdžius, kurių skersmuo ne didesnis kaip 36 mm.
Norint tinkamai paruošti varinius vamzdžius litavimui, nuo jų paviršiaus būtina pašalinti visus nešvarumus ir oksidus. Šiems tikslams naudojami šepečiai ir šepečiai, kurių šereliai pagaminti iš plieninės vielos.
Varinių vamzdžių litavimas dažniausiai atliekamas kietuoju lydmetaliu, kuris gali būti aukštos ir žemos temperatūros. Aukštos temperatūros lydmetalis yra varinė viela, kurios sudėtyje yra apie 6% fosforo. Tokia viela tirpsta 700 laipsnių temperatūroje, o jos žematemperatūriniam tipui (alavo vielai) pakanka 350 laipsnių.
Varinių vamzdžių litavimo technologija apima specialių srautų ir pastų, kurios atlieka apsauginę funkciją, naudojimą. Tokie srautai ne tik apsaugo susidariusią siūlę nuo oro burbuliukų susidarymo joje, bet ir žymiai pagerina lydmetalio sukibimą su vamzdžio medžiaga.
Variniams vamzdžiams lituoti, be fliuso, litavimo ir kitų pagrindinių elementų, reikės papildomų įrankių, kurių galima rasti kiekvienoje dirbtuvėje ar garaže. Norėdami lituoti arba suvirinti vario gaminius, papildomai paruoškite:
- įprastas žymeklis;
- ruletė;
- pastato lygis;
- mažas šepetėlis standžiais šereliais;
- plaktukas.
Prieš pradedant darbą taip pat svarbu nuspręsti, kaip lituoti varinius vamzdžius. Gali būti dvi pagrindinės galimybės: vario litavimas (rečiau naudojamas) ir minkštojo litavimo naudojimas. Sprendžiant šią problemą, svarbu vadovautis tuo, kad yra reikalavimai naudoti vieno ar kito tipo lydmetalį.
Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti. Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą.Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.
Sprendžiant šį klausimą svarbu vadovautis tuo, kad yra keliami reikalavimai naudoti vieną ar kitą lydmetalio tipą. Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti.
Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.
Valymo šepečiai varinio vamzdžio vidinis paviršius prieš litavimą
Varinių detalių litavimo būdai
Varinių vamzdžių prijungimui naudojami tik du litavimo būdai. Kiekvienas iš jų naudojamas pagal dalies specifikaciją ir charakteristikas. Varinių vamzdžių litavimas „pasidaryk pats“ skirstomas į:
- Aukštoje temperatūroje jis kitaip vadinamas „kietu“. Temperatūros indikatorius šiuo režimu siekia 900 °. Ugniai atsparus lydmetalis leidžia pagaminti siūlę su dideliais stiprumo rodikliais, šis metodas naudojamas gaminant vamzdynus, kuriems taikoma didelė apkrova.
- Minkštas litavimo procesas atliekamas esant temperatūrai nuo 130°, jis naudojamas buityje dirbant su vamzdžiais, kurių skersmuo iki 1 cm. Technologija apima sujungimą sujungimo būdu, išankstinį apdorojimą fliuso pasta.
Darbo metu svarbu nepamiršti, kad degiklio skleidžiamos liepsnos galia gali siekti 1000 laipsnių. Todėl jungčių apdorojimas turi būti atliekamas ne ilgiau kaip 20 sekundžių.
Kaitinamas, minkštas lydmetalis pradeda tirpti ir užpildo jungtį.
Aukštos temperatūros junginių savybės
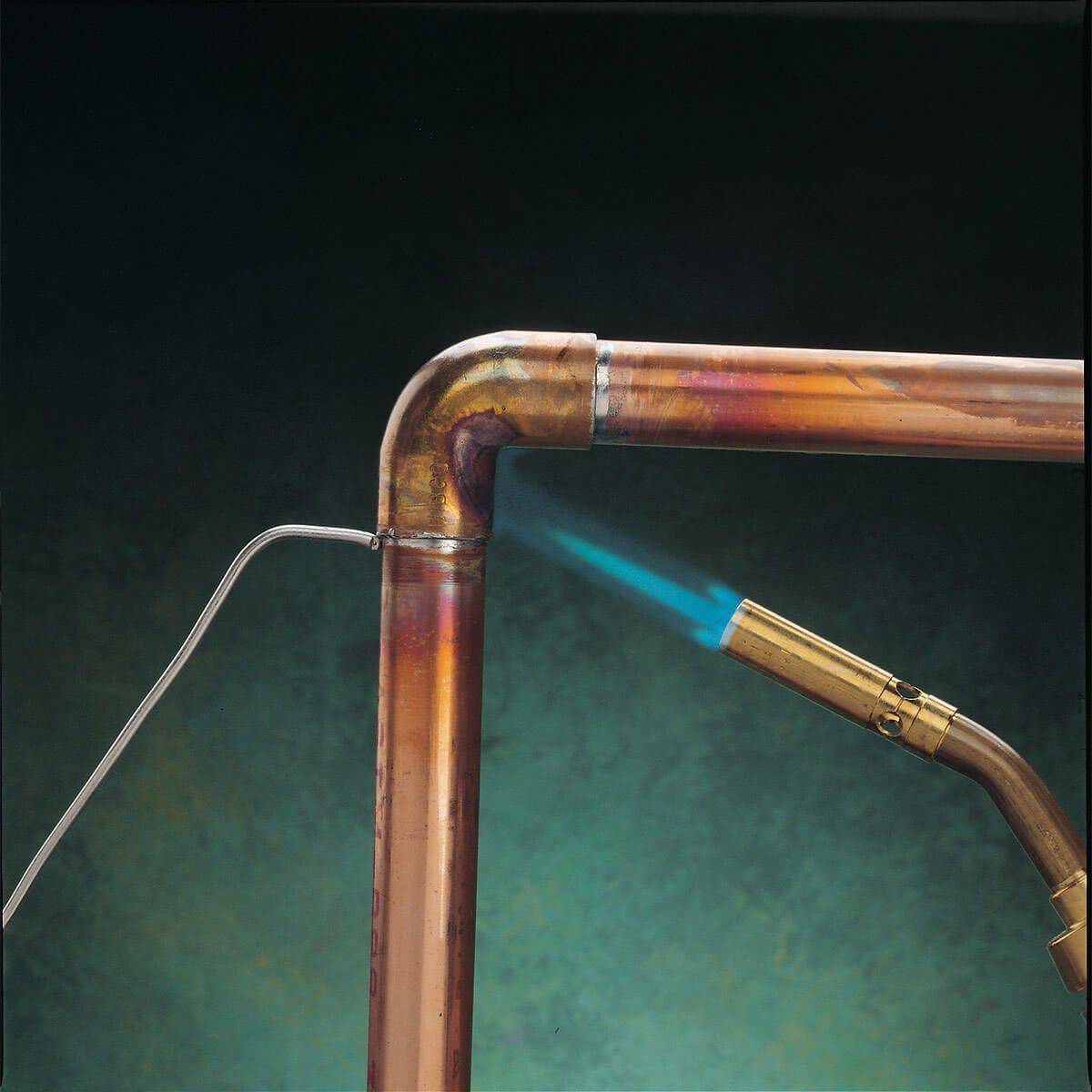
Aukštos temperatūros litavimo metodu metalas deginamas 700 ° C ir aukštesnėje temperatūroje, o tai prisideda prie metalo minkštėjimo. Litavimui naudojama liepsnos įranga, galinti išlydyti kietuosius lydmetalius. Lydmetalis susideda iš jų vario-fosforo sudėties, gaminamas strypų pavidalu. Varinių vamzdžių litavimo procesas nereiškia srauto naudojimo, laikantis veiksmų sekos, galima teisingai užpildyti jungtį.

Aukštos temperatūros vario vamzdžio jungtis
Procesas prasideda, kai litavimo strypas ištirpsta, darbo etapai yra šie:
- po surinkimo sujungimo siūlė įšyla;
- į sandūrą tiekiamas kietasis lydmetalis, kurio minkštinimas atliekamas dujų degikliu;
- vizualiai patvirtinus, kad lituojamas ant metalo, reikia pasukti vamzdį, patikrinti sujungimą per visą perimetrą.
Pagrindiniai šio metodo privalumai – didelis varinių vamzdžių sujungimo stiprumas, esant poreikiui, galima keisti jungties skersmenį mažesne puse. Aukšta temperatūra darbo metu negali sugadinti siūlės. Kietasis litavimas reikalauja tam tikrų įgūdžių, eksploatacijos metu galimas perkaitimas, dėl kurio metalas sunaikinamas.









Kietasis litavimas
Kiekvienas procesas reikalauja atsakingo požiūrio į darbų atlikimą. Šildymui naudojamas propano arba benzino degiklis, kai naudojamas minkštas lydmetalis sujungiant varinius vamzdžius
Svarbu žinoti, kad degiklis su pjezo uždegimu žymiai sumažins darbo laiką, nepatartina pirkti brangių modelių be šios funkcijos.
Technologinis procesas
Procese svarbu naudoti kokybiškus priedus, flux pasta vaidina svarbų vaidmenį jungiant.Vienodas varinių vamzdžių dalių padengimas pasiekiamas naudojant minkštą šepetėlį, po užtepimo perteklius pašalinamas skudurėliu
Degiklio temperatūra gali siekti 900 laipsnių, lituojant svarbu nepersistengti gaminio, kitaip perkais.
Saugos priemonės lituojant varinius vamzdžius
Variniai vamzdžiai naudojami kaip skysčių laidininkai, turintys geras antikorozines savybes. Varinių vamzdžių montavimas negali būti atliekamas norint tiekti geriamąjį vandenį iš čiaupo. Varis liečiasi su chloru, kuris dedamas vandeniui valyti, ir gali sudaryti žmogaus organizmui kenksmingas medžiagas. Arteziniams šaltiniams šuliniai nėra pavojingi naudoti.

Vario litavimas su pirštinėmis
Svarbu naudoti kokybiškus įrankius, dirbti su pirštinėmis ir stebėti įrangos būklę. Metalo šilumos laidumas yra gana didelis, kaitinant vieną iš mazgų ir nesilaikant saugos priemonių, galima nusideginti
Aukštos kokybės siūlę galima gauti nesant išorinių veiksnių apkrovų pavidalu, kol jungtis visiškai atvės.
Šilumos tinklų atšakų šiltinimas
Vaizdo įrašas
Šilumos tinklų vamzdžių izoliacija atliekama siekiant sumažinti šilumos nuostolius. Neizoliuotos varinės jungiamosios detalės padidina šilumos nuostolius penkis kartus, nes šis metalas pasižymi dideliu šilumos laidumu.

Paklausus, kaip apšiltinti monolite paslėptus varinius šildymo vamzdžius (grindys, sienos), viską galima išspręsti taip. Gofruotės puikiai apsaugos juos nuo mechaninių pažeidimų, kuriuos sukelia šilumnešio temperatūros svyravimai.
Varinė vandentiekio sistema
Daugelis žmonių bando išmokti lituoti varinius vamzdžius vandentiekiui. Dėl intensyvaus naudojimo vandens vamzdis greitai susidėvi, ko negalima pasakyti apie varinį vamzdį. Ši santechnika tarnaus amžinai.
Norint prijungti vandentiekio sistemą iš varinių vamzdžių, naudojamas kapiliarinis litavimo būdas (žemos temperatūros ir aukštos temperatūros).
Vaizdo įrašas
Klaidos lituojant šiomis statybinėmis medžiagomis vandens vamzdžiui sukelia jų koroziją. Atsiranda tose vietose, kur sunaikinama apsauginė plėvelė, kuri formuoja chloro oksidaciją.
To priežastis – chloras, kuriame yra vandens. Norint išvengti tokios korozijos, būtina:
- neleiskite litavimui patekti į jungties vidurį litavimo metu;
- pirkti produktus iš patikimo gamintojo;
- naudoti vandens filtrus.
Varinis vamzdis oro kondicionieriams
Šio tipo vamzdžių asortimentas naudojamas įrengiant oro kondicionavimo tinklą, susidedantį iš vidaus ir lauko bloko.
Haldagen tuo pačiu metu gabena du skirtingo skersmens varinius vamzdžius. Mažesnio skersmens ruošinys perneša skystą freoną, o kitas - dujinį freoną.
Tokie oro kondicionierių vamzdžiai puikiai tinka litavimui. Lituokliui rekomenduojami fosforo-vario ir sidabro tipai. Ir patys agregatai pasižymi dideliu atsparumu tempimui.
Vaizdo įrašas
Trumpai apibūdinkite, kaip lituoti varinius oro kondicionierių vamzdžius, tai atrodys taip:
- Pirmiausia pašalinkite oksido plėvelę. Padarykite tai švitriniu popieriumi.
- Po to valomos vietos tepamos fliusu.
- Jungtis prijungta prie vamzdžio. Šiuo atveju neturime pamiršti apie pusės milimetro tarpą.
- Sankryža šildoma beveik trijų šimtų laipsnių temperatūroje. Šildymas atliekamas dujiniu degikliu. Atlikite tai tolygiai, sklandžiai judindami liepsną išilgai konstrukcijos.
- Baigę lituoti, būtinai praplaukite sistemą, kitaip srauto likučiai sukels metalo koroziją, o tai sukels oro kondicionieriaus gedimą.
Dremel lituokliai
Varinių vamzdžių litavimo problemą nesunkiai išsprendžia Dremel lituoklis. Šie maži dujiniai degikliai gali degti, lituoti ir pjaustyti. Jie lengvai pašalina senus dažus, atitirpina ir įkaitina vamzdžių medžiagas lenkimui.











Yra lituoklis "Dremel" per 2000 rublių. Naudodami tokį įrenginį galite pamiršti apie ilgą apšilimą ir didelį terminį pistoletą.
„Dremel“ lituoklis tiekiamas su:
- lituoklis;
- degiklio antgalis;
- du skirtingų dydžių peiliai;
- refleksinis ir plyšio antgalis.
Naudojimo patogumui prietaisas komplektuojamas su keliais mygtukais purkštukams keisti, apsauginiu dangteliu mechanizmui ir litavimo lydmetaliu litavimui.
Skylė yra gana patogi nukreipti įkaitintą orą į termosusitraukiančius vamzdžius, o juos galima įrengti nedalyvaujant refleksiniams antgaliams.
Užpildykite prietaisą butanu, skirtu dujiniams žiebtuvėliams. Vieno Dremel lituoklio papildymo užtenka valandai darbo.
Vaizdo įrašas
Šis prietaisas skirtas naudoti namuose. Profesionalūs analogai kainuoja nuo 5 tūkstančių rublių ar daugiau. Litavimas tokiu įrankiu virsta malonumu.
Kaip lituoti varinius vamzdžius, ir tai, kad šis metodas yra labai efektyvus, aišku. Juk tam nereikia brangios specialios įrangos.
Svarbu, kad pačios medžiagos struktūra išliktų nepakitusi.
Rezultatas – tvirta ir patikima jungtis, kuri tarnaus amžinai.Svarbiausia dirbant laikytis technologijos ir elgtis atsargiai.
Kiti litavimo variantai: darbas su variniais vamzdžiais ir įvairiais metalais
Varinių vamzdžių litavimas reikalauja tam tikros tokio darbo patirties. Todėl jei namų meistras tokio darbo imasi pirmą kartą, verta prieš tai pasipraktikuoti, kad nereikėtų kelis kartus perdaryti jau baigtos vandentiekio ar šildymo linijos. Varinius vamzdžius galima lituoti tiek kietuoju lydmetaliu (naudojant dujinį degiklį), tiek iš minkštųjų lydinių. Antruoju atveju, variniams vamzdžiams, tikslinga naudoti didelio galingumo plaktuką lituokliu.
Tikslus ir kokybiškas litavimas yra raktas į jungties ilgaamžiškumą
Varinių vamzdžių litavimo niuansai: kaip tai padaryti teisingai
Kaip srautą varinių vamzdžių litavimui geriausia naudoti kanifoliją. Jis tepamas lygiu sluoksniu ant išorinių vamzdžio paviršių, po to ant jo pritvirtinama jungiamoji detalė. Jo galinėje pusėje sumontuota antroji greitkelio dalis. Toliau armatūra šildoma dujiniu degikliu, o išilgai siūlių "sumontuojamas" lydmetalis. Veikiant aukštai temperatūrai, jis išsilydo, užpildo siūlę ir sukuria kokybišką sandarų ryšį.
Kartais tenka apsieiti ir be jungiamųjų detalių
Lituoti varinius vamzdžius savo rankomis nėra per sunku, tačiau šis darbas reikalauja kruopštumo ir tikslumo. Žinoma, žodžiais ne viską galima paaiškinti suprantamai, todėl Mielojo Skaitytojo dėmesiui pateikiame vaizdo įrašą apie vario litavimą dujiniu degikliu, iš kurio viskas taps aiškiau.
Žiūrėkite šį vaizdo įrašą „YouTube“.
Išnagrinėję klausimą, kaip namuose lituoti varinius vamzdžius, galite pereiti prie kitos problemos, būtent neidentiškų metalų (vario su aliuminiu, geležimi ar nerūdijančiu plienu) litavimo.
Kaip lituoti varinę vielą prie aliuminio
Aliuminio litavimas variu yra gana sudėtingas procesas. Pažymėtina, kad aliuminiui vargu ar tinka tas pats lydmetalis, ir atvirkščiai. Šiuos metalus daug lengviau suderinti naudojant plieninę movą. Nors šiandien gamintojas siūlo specialius lydmetalius ir srautus tokiems tikslams, jų kaina yra nemaža, o tai lemia tokio darbo nuostolingumą.
Vario ir aliuminio litavimas yra gana sunkus
Visa problema slypi vario ir aliuminio konflikte. Jie turi skirtingą atsparumą ugniai, tankį. Be to, aliuminis, sąveikaudamas su variu, pradeda stipriai oksiduotis. Šis procesas ypač paspartėja, kai per jungtį teka elektros srovė. Todėl, jei reikia vario ir aliuminio jungtys laidai, geriausia naudoti WAGO savaime užsifiksuojančius gnybtų blokus, kurių viduje yra Alyu Plus kontaktinė pasta. Būtent ji pašalina oksidą iš aliuminio, neleidžia vėlesniam jo atsiradimui ir skatina normalų kontaktą su variniais laidininkais.
Išsiaiškinę, kaip lituoti varį prie aliuminio, galite pereiti prie kietesnių metalų.
Kartais toks ryšys yra būtinas
Kaip lituoti varį ir nerūdijantį plieną
Lituojant varį su nerūdijančiu plienu, svarbų vaidmenį atlieka net ne pati litavimo medžiaga, o naudojamas įrankis, nors daug kas priklauso nuo eksploatacinių medžiagų. Šiuo atveju priimtiniausios medžiagos yra:
- vario-fosforo lydmetalis;
- alavo sidabras (Castolin 157);
- radijo inžinerija.
Kai kurie meistrai teigia, kad tinkamai prižiūrėjus darbą tiks net labiausiai paplitęs alavo ir švino lydmetalis.Pagrindinis dalykas yra privalomas srauto (borakso, litavimo rūgšties) naudojimas, kruopštus kaitinimas ir tik po to litavimas (litavimas).
Kompleksinis vario ir nerūdijančio plieno litavimas
Tokie junginiai yra reti, todėl specializuoti lydmetaliai tokiems tikslams yra gana brangūs.
Vario litavimas geležimi - ar tai įmanoma
Ši parinktis įmanoma, tačiau su tam tikromis sąlygomis. Pavyzdžiui, paprastas propano degiklis nebetinka kaip šildytuvas. Turite naudoti propaną su deguonimi. Boraksas turėtų būti naudojamas kaip srautas, tačiau žalvaris veiks kaip lydmetalis. Tik tokiu atveju galime tikėtis normalaus rezultato. Nesunku nusipirkti litavimo vario litavimui su geležimi arba nerūdijančiu plienu. Svarbiausia suprasti, ar papildomos išlaidos bus pateisinamos.










Taip pat galima lituoti varinius ir geležinius vamzdelius
O dabar siūlome pažvelgti, kaip kruopščiai namų meistrai gali atlikti įvairių paskirčių greitkelių vamzdžių litavimo darbus.
1 iš 5
Reikalingi įrankiai ir medžiagos
Prietaisai (lituokliai)
Kaip žinote, lituokliai gali būti dujiniai ir elektriniai. Dujinis lituoklis užtikrins greitesnį šildymo greitį, tačiau tai beveik visada lydi metalo perkaitimas. Elektrinis yra lėtesnis, bet turi reguliuojamą šildymo temperatūrą. Be to, nėra atviros liepsnos, todėl lituoklis yra saugesnis, ypač kai litavimo vietoje gali būti kitų medžiagų, prietaisų ar degių medžiagų.
 Pasirinkimo parinktys yra šios:
Pasirinkimo parinktys yra šios:
- Galia.Minimalus bus tas, kuris užtikrins metalo įkaitinimą litavimo zonoje iki ne žemesnės kaip 450C temperatūros. Parduodama ir galingesnių įrenginių: pavyzdžiui, Rotenberger Rotherm 2000 lituoklis garantuoja šildymą iki 800 ... 900C (tačiau kainuoja daug daugiau nei biudžetiniai vietinės ar Kinijos gamybos modeliai).
- Maitinimas - iš stacionaraus maitinimo šaltinio arba akumuliatoriaus per nuleidžiamą įrenginį. Patikimiau ir lengviau naudoti lituoklį su tiesiogine jungtimi.
- Svoris. Atliekant sudėtingas manipuliacijas įrenginiu, geriau, kad lituoklis būtų kuo lengvesnis, ypač jei varinius vamzdžius reikia lituoti ne itin patogiomis sąlygomis.
- Kontakto skerspjūvio plotas. Kuo storesnė vamzdžio sienelė, tuo galingesnis turėtų būti lituoklis.

PVC vamzdžių lituoklis: plastikinių tipų suvirinimo aparatas, aprašymas PVC vamzdžiai vis dažniau naudojami privačiose ir daugiaaukštėse statybose vietoj metalinių atitikmenų. Jie yra lengvi, didelio stiprumo, atsparūs korozijai. Norėdami sujungti elementus...
Lydmetaliai ir kitos eksploatacinės medžiagos
Lydmetalis įpurškiamas į tarpą tarp vamzdžio ir jungiamosios detalės, kurio plotas turi įtakos dviem svarbiems varinių vamzdžių litavimo aspektams: jungties stiprumui ir litavimo paprastumui. Stiprumo požiūriu atrodo, kad kuo didesnis persidengimo plotas, tuo geriau. Tiesą sakant, taip nėra: įrodyta, kad dvigubai plonesnio elemento storis persidengimas nebesustiprina jungties, o tik apsunkina patikimo ryšio sukūrimą.

Priežastys yra tokios. Pirma, lituotas metalas turi tolygiai tekėti į tarpą tarp dalių per visą jungties ilgį ir perimetrą.Viena kliūčių yra ta, kad kuo ilgesnis persidengimas, tuo lituotas metalas turi tekėti ilgiau ir turi daugiau galimybių sulaikyti lituojant vamzdžius išsiskiriančias dujas. Dėl to sąnaryje susidaro tarpai. Pakankamas srauto padavimas ir pakankamai didelis tolygus jungties kaitinimas skatina lituoto metalo patekimą į jungtį, tačiau didėjant persidengimui ir didėjant skersmeniui, šį procesą sunkiau pasiekti.
Antra, lydmetalis pradeda lydytis žemesnėje nei lydalo temperatūra, vadinama kietojo tirpalo temperatūra. Tiesiai virš šios temperatūros lydmetalio užpildas yra kieto ir skysčio mišinys. Tokios labai klampios būsenos metalas negali lengvai patekti į sandarią jungtį.
Kai lydmetalis įšyla, jis tampa skystesnis ir pasiekia skysčio temperatūrą. Padidėja skystumas, todėl tarpo užpildymas vyksta daug greičiau. Todėl kuo mažesnė skysčio temperatūra ir jos skirtumas nuo kietojo paviršiaus, tuo optimalesnis lydmetalis.
Litavimo metu nedidelis kiekis vario ištirpsta į lydmetalą, o nedidelis kiekis lydmetalio legiravimo elementų, priešingai, pasklinda į netauriuosius metalus. Kai taip nutinka, lydmetalio cheminė sudėtis pasikeičia ir tai sumažina sklandumą.
Laimei, difuzijos procesas yra lėtesnis nei laikas, per kurį lituotas metalas patenka į tinkamai įkaitintą jungtį. Kuo ilgiau suvirinimo siūlė yra litavimo temperatūroje, tuo lydmetalio sudėtis labiau priartėja prie vario.
Vandens tiekimo iš varinių vamzdžių įrengimas
Varinės vandentiekio ar šildymo sistemos įrengimas nedaug skiriasi nuo vandentiekio ar šildymo sistemos įrengimo iš kitų medžiagų. Pirmajame etape reikalinga gerai apgalvota viso maršruto schema su gerai sureguliuotais kampais ir jungtimis. Prisiminkite: schemoje turėtų būti privalomas prijungimas prie pagrindinio stovo vamzdžių per rutulinius vožtuvus, matavimo prietaisus, papildomus būsimos vandentiekio išleidimo angos.
 Santechnika iš varinių vamzdžių
Santechnika iš varinių vamzdžių
Vamzdžių tipų ir dydžių pasirinkimas: atkaitintas ir neatkaitintas, su 3/8 arba 3/4 sriegiais, su įvairaus storio sienelėmis: K, L, M. Vario vamzdžio svoris, taigi ir visa vamzdžio konstrukcija nuo tokių detalių gali priklausyti visa vandens tiekimo sistema, tačiau visos instaliacijos esmė nepasikeis. Varinių vamzdžių sujungimo technologijos pasirinkimas: litavimas arba stumdomos jungiamosios detalės. Pasirinkimas visada priklauso nuo vartotojo, tačiau trumpai pažymime: stumiamųjų jungiamųjų detalių sujungimo patikimumas nėra labai didelis. Jį reikia nuolat stebėti, o jungiamąsias detales reikia sistemingai priveržti, o varinių vandens vamzdžių litavimas reiškia ilgalaikį ir būtiną sandarumą. Pagrindinis skirtumas yra varinių vamzdžių sujungimo su minkštu lydmetaliu būdas: tam reikia tam tikrų įgūdžių ir įrangos.
Kaip pasirinkti tinkamą lydmetalį?
Teisingai parinktas lydmetalis padės be didelių pastangų organizuoti bet kokio sudėtingumo ryšio sistemą. Kalbant apie darbą namuose, turėtumėte naudoti medžiagą, kuri tirpsta žemoje temperatūroje.
Aukštos temperatūros kietai tirpstančių elementų naudojimas kasdieniame gyvenime yra problemiškas, nes tam reikia kaitinti darbinį lydinį iki 600–900 laipsnių. Tai pasiekti be specialios įrangos yra gana sunku.
 Maistinio vario litavimas gali būti atliekamas specialiais lydmetaliais, kuriuose nėra toksiškų, nuodingų ir agresyvių elementų, galinčių pakenkti sveikatai
Maistinio vario litavimas gali būti atliekamas specialiais lydmetaliais, kuriuose nėra toksiškų, nuodingų ir agresyvių elementų, galinčių pakenkti sveikatai
Metalų ir jų darinių, kurie lydosi aukštoje temperatūroje, naudojimas yra susijęs su tam tikra rizika. Apdorojimo metu jie gali pažeisti ar net perdegti per plonasienį varinį vamzdį.
Kad taip neatsitiktų, prasminga paimti tvirtą, bet mažai tirpstantį minkštą lydmetalą, o tvirtą variantą palikti storasienėms varinėms komunikacijoms.
 Kai nesitikima didelių sistemos apkrovų, visai nebūtina naudoti lydmetalio su aukštu tirpimu, nebent reikalaujama kitaip. Pagrindiniuose buitiniuose kompleksuose patikimam ryšiui sukurti visiškai pakanka minkšto lengvojo lydmetalio.
Kai nesitikima didelių sistemos apkrovų, visai nebūtina naudoti lydmetalio su aukštu tirpimu, nebent reikalaujama kitaip. Pagrindiniuose buitiniuose kompleksuose patikimam ryšiui sukurti visiškai pakanka minkšto lengvojo lydmetalio.
Varinių vamzdžių prijungimui dujų tinkluose verta rinktis sidabro turinčius lydmetalius. Jie užtikrina maksimalų jungties tvirtumą, vibracijos neutralumą ir didelį atsparumą išoriniams ir vidiniams poveikiams.
Mokėti už sidabrą kainuos šiek tiek daugiau, tačiau sistemos saugumas, patikimumas ir ilgaamžiškumas laikui bėgant atsipirks visas finansines išlaidas.
Paruošimas litavimui
Prieš atliekant varinių vamzdžių suvirinimo darbus, būtina paruošti:
- reikalinga įranga;
- Papildomos medžiagos.
Įranga
Litavimui jums reikės šios varinių vamzdžių įrangos:
specialus įtaisas medžiagai pjaustyti. Varis yra gana minkštas metalas, todėl vamzdžių pjaustytuvas turi būti kokybiškas. Norėdami nustatyti vamzdžių dydį, jums taip pat reikės matavimo juostos ir žymeklio, o norint teisingai sujungti vamzdžius vienas su kitu - pastato lygis;

Vamzdžių pjaustytuvas
beveler - įtaisas, skirtas vamzdžių galams apdoroti prieš litavimą.Papildomas vamzdžių apdorojimas leidžia gauti stipresnį ryšį. Nusklembtuvas gali būti atskira įranga arba įmontuotas į vamzdžių pjoviklį;











Vamzdžių galų apdirbimo įranga
vamzdžių plėtiklis. Vamzdynai yra pagaminti iš vienodo skersmens vamzdžių. Galima sujungti atskiras vamzdžių dalis į vieną sistemą naudojant specialius įrenginius - jungiamąsias detales - arba tiesiogiai vienas su kitu be papildomų įrenginių. Jei jungiamosios detalės variniams vamzdžiams lituoti nenaudojamos, tai norint gauti tvirtą jungtį, reikia šiek tiek padidinti vieno iš jungiamų vamzdžių skersmenį, kuriam naudojamas toks įtaisas kaip vamzdžių plėtiklis;

Prietaisas skersmeniui didinti vamzdžio gale
varinių vamzdžių lituoklis yra pagrindinis įtaisas, šildantis medžiagą suvirinimui. Dažniausiai kaip lituoklis naudojamas dujinis propano degiklis, kuriame gali būti vienkartinis arba stacionarus cilindras. Buitiniams vamzdynams savo rankomis tiesti naudojamas prietaisas su vienkartiniu cilindru. Degiklius su stacionariais pildomais cilindrais naudoja profesionalūs meistrai, kurie gana dažnai virina vamzdžius.

Įrankis vamzdžių šildymui litavimo proceso metu
metalinis šepetys (šepetys) vamzdžių paviršiaus valymui nuo nešvarumų ir oksidų. Norėdami geriau apdoroti medžiagą, taip pat galite naudoti smulkų švitrinį popierių.

Prietaisas vamzdžių valymui prieš litavimą
Nepatartina įsigyti reikalingo įrankio vienam darbui atlikti, pavyzdžiui, vamzdyno surinkimui namuose, nes finansinės įrenginio įsigijimo išlaidos yra gana didelės. Bet kokį įrankį galima išsinuomoti specializuotose parduotuvėse.
medžiagų
Varinių vamzdžių suvirinimas atliekamas naudojant:
- lydmetalis;
- srautas.
Lydmetalis yra specialus lydinys, skirtas užpildyti tarpą tarp vamzdžių litavimo proceso metu. Medžiaga padidina siūlės stiprumą ir leidžia pailginti dujotiekio tarnavimo laiką.
Priklausomai nuo lydymosi temperatūros, išskiriami šie lydmetalių tipai:
minkšta arba žema temperatūra. Lydinio lydymosi temperatūra neviršija 300ºС. Naudojamas lydinys yra švino pagrindu. Be to, pridedama alavo, cinko ar sidabro. Minkštas litavimas tinka vamzdynams, kurių einamosios medžiagos temperatūra ne aukštesnė kaip 110ºС ir kurių slėgis ne didesnis kaip 16 atmosferų. Nurodyti parametrai atitinka buitinio vandens vamzdžius;

Žemos temperatūros lydinys variniams vamzdžiams lituoti
kieta arba aukšta temperatūra. Jis naudojamas vamzdynams su padidintu pratekančios terpės slėgiu ar temperatūra, pavyzdžiui, šildymo sistemai. Lydinio pagrindas yra varis. Sidabras, cinkas, titanas naudojamas kaip papildomi metalai. Tokio lydmetalio lydymosi temperatūra yra vidutiniškai 700ºС.
Aukštos temperatūros lydinys, skirtas vamzdynams lituoti, pasižymintis geresnėmis savybėmis
Kietasis ir minkštasis litavimas atliekamas naudojant papildomą medžiagą - srautą, kuris atlieka šias funkcijas:
- papildomai išvalo litavimo vietas nuo oksidų, kurie neleidžia susidaryti stipriam ryšiui;
- nuriebalina prijungtas dujotiekio dalis;
- padidina litavimui naudojamo lydmetalio sklaidą, taip padidindamas jungties stiprumą;
- apsaugo vamzdžių sandūrą nuo oksidacijos vamzdyno naudojimo metu.
Srautas gali būti:
- aukšta temperatūra (daugiau nei 450ºС);
- žema temperatūra (mažiau nei 450ºС).
Tam tikro tipo litavimui parenkamas srauto tipas.
Flux gali būti gaminamas:
- skysto pavidalo;
- kietoje formoje;
- pastos pavidalu.

Fliusų, skirtų litavimui, rūšys
Baigtų vandens vamzdžių, pagamintų iš varinių vamzdžių, pavyzdžiai
Šiose nuotraukose yra keli pavyzdžiai, kuriuose varinių vamzdžių vandentiekis jau yra paruoštas:
O štai varinis vamzdis grindų šildymo sistemoje (nors ir ne visai į skyriaus temą):
Varinių vamzdžių montavimas „pasidaryk pats“ yra gana nesudėtingas, tačiau ne visi gali sau leisti santechniką iš varinių vamzdžių - varinių vamzdžių kaina yra labai didelė. Be to, esant žemai vandens kokybei, vamzdžiai oksiduojasi, žaliuoja, o į (geriamąjį) vandenį patekę vario oksidai, švelniai tariant, neduoda naudos sveikatai. Taigi jūs turite nuspręsti, ar naudoti varinius vamzdžius savo namų vandens tiekimo sistemoje.









varinių vamzdžių montavimas „pasidaryk pats“, varinių vamzdžių santechnika
Minkšto litavimo technologija
Prieš lituojant varinius vamzdžius, reikia keleto teorijos žodžių: jei litavimo procesas yra sąmoningesnis, tai daug subtilybių išaiškės darbui įsibėgėjus. Kasdieniame gyvenime ir montuojant santechnikos sistemas butuose naudojamas vadinamasis „žematemperatūrinis“, „minkštasis“ litavimas: litavimo taškai įkaitinami iki 250-300 C, todėl minkštas litas (dažniausiai skarda) įkaista. išlydyti, tačiau šios temperatūros pavojingos ir variniams vamzdžiams, todėl poveikis turėtų būti kryptingas ir trumpalaikis.
 Minkštai lituojami variniai vandens vamzdžiai
Minkštai lituojami variniai vandens vamzdžiai
Vamzdžių valymas prieš pat litavimą nėra paprastas estetinis manipuliavimas, o būtina sąlyga, leidžianti atsikratyti oksidacijos produktų ant metalo ir efektyviausiai surišti medžiagas. Minkštai lituojant atsiranda kapiliarinis efektas, kai variniams vamzdžiams lituoti skirtas lydmetalis minkštas išlydytas tolygiai pasklinda per visą jungties paviršių, nepriklausomai nuo to, ar vamzdis yra horizontalioje ar vertikalioje padėtyje. Rekomenduojamas tarpas tarp vamzdžio sienelių ir jungiamosios detalės yra griežtai nustatytas - 0,1-0,15 mm: didesnis atstumas reikalauja daugiau litavimo arba visai neduos kapiliarinio efekto, mažesnis sukurs nereikalingą kliūtį lydmetaliui plisti. .
Klaidų išvengimas

Lituodami varinius vamzdžius, pradedantieji meistrai dažnai daro nemažai įprastų klaidų. Šitie yra:
- Silpnas linijos elementų kaitinimas, dėl kurio lydmetalis ištirpsta nevisiškai. Toks ryšys žlugs esant bet kokiai apkrovai.
- Per didelis vario lydinio perkaitimas, priešingai, sukelia srauto sluoksnio sunaikinimą. Tai savo ruožtu sukels oksido ir nuosėdų susidarymą ant metalinio paviršiaus. Toks poveikis taip pat sugadins ryšį.
- Saugos priemonių nepaisymas. Kadangi darbas atliekamas su cheminiais elementais ir aukštoje temperatūroje, reikia mūvėti apsaugines pirštines ir mūvėti kaukę.
- Jei ketinate patikrinti jungtį, turėtumėte įsitikinti, kad vamzdis litavimo vietoje atvėso.
- Lituojant būtina užtikrinti gerą patalpos vėdinimą. To reikalauja darbo technologija, nes litavimas atliekamas naudojant agresyvias rūgštines medžiagas.
- Apsauginiai drabužiai, pagaminti iš šiurkščio audinio, taip pat nebus nereikalingi, nes kyla pavojus, kad ant kūno nukris liepsnos kibirkštys ir lydmetalio dalelės, kurios gali nudeginti.
Vaizdo įrašas: varinių vamzdžių litavimo technologija
Vario litavimo taisyklės
Kai reikia lituoti varinį gaminį arba gaminį, kuriame yra varinių komponentų, vienareikšmiškai atsakyti, kaip ir kaip tai geriausia padaryti, neįmanoma. Metodo ir įrankių pasirinkimas priklauso nuo daugelio veiksnių, tokių kaip dalių dydis ir svoris, jų sudėtis. Taip pat atsižvelgiama į apkrovą, kuriai turi būti taikomi jau lituoti gaminiai. Litavimo būdų yra keletas, geriau juos visus žinoti, kad prireikus išsirinkti tinkamiausią.
Didelių dalių litavimas
Kapiliarinio vario litavimo schema.
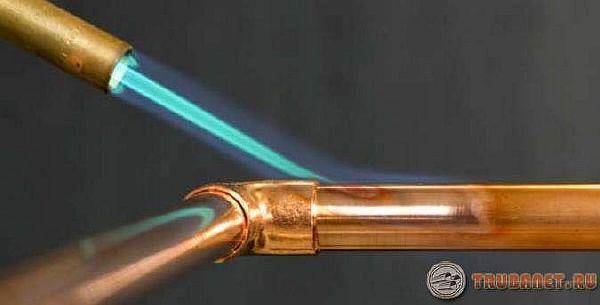
Jei reikia lituoti masyvias ar dideles detales, kurių lituokliu nepavyksta įkaitinti iki norimos temperatūros, naudojamas degiklis ir varinis lydmetalis. Šiuo atveju srautas yra boraksas. Vario-fosforo lydmetalio stiprumas yra didesnis nei standartinio alavo lydmetalio.
Ant mechaniškai išvalyto vamzdžio ar vielos užtepamas plonas srauto sluoksnis. Po to ant vamzdžio uždedama armatūra, taip pat mechaniškai nuvalyta. Naudojant dujinį degiklį, sandūra kaitinama tol, kol srautu padengtas varis pakeičia spalvą. Fliusas turi tapti sidabrinės spalvos, po kurio galite pridėti litavimo. Lydmetalis akimirksniu išsilydo ir prasiskverbia į tarpą tarp vamzdžio ir jungiamosios detalės. Kai ant vamzdžių paviršiaus pradeda likti lydmetalio lašai, lydmetalis pašalinamas.
Neperkaitinkite vamzdžių, nes tai neprisideda prie didesnio kapiliarinio efekto atsiradimo. Priešingai, iki juodumo įkaitintas varis yra mažiau lituojamas. Jei metalas pradeda juoduoti, šildymas turi būti sustabdytas.
Litavimo laidai arba viela
Cinko chlorido pagrindu pagamintas lydmetalis neturėtų būti naudojamas ploniems variniams laidams lituoti, nes jis sunaikins varį. Jei nėra srauto, tokiu atveju aspirino tabletę galite ištirpinti 10-20 ml vandens.
Vario suvirinimo inertinių dujų aplinkoje schema.
Varinę vielą ar iš vielos pagamintas įvairių sekcijų dalis galima nesunkiai įkaitinti iki norimos temperatūros naudojant lituoklį. Temperatūros režimas turi būti toks, kuriame lydosi lydmetalis, skarda arba švinas-alavas, juo taip pat atliekamas litavimas. Fliusuose turi būti kanifolijos arba jie turi būti pagaminti iš kanifolijos, galima naudoti litavimo alyvą ar net pačią kanifoliją.
Vielos paviršius nuvalomas nuo nešvarumų ir oksido plėvelės, po to dalys skarduojamos. Šis procesas apima ploną srauto arba kanifolijos sluoksnį užtepamas ant įkaitinto vario, o tada lituojamas, kuris lituokliu kuo tolygiau paskirstomas ant paviršiaus. Dalys, kurias reikia sujungti, sujungiamos ir vėl kaitinamos lituokliu, kol jau sustingęs lydmetalis vėl pradeda tirpti. Kai tai atsitiks, lituoklis nuimamas ir jungtis atvėsta.
Dalys gali būti suspaustos spaustukais taip, kad atstumas tarp jų būtų 1-2 mm. Fliusas tepamas ant dalių ir pašildomas. Į tarpą tarp įkaitusių dalių įvedamas lydmetalis, kuris išsilydys ir užpildys tarpą. Lydmetalio lydymosi temperatūra, skirta lituoti tokiu būdu, turi būti žemesnė už vario lydymosi temperatūrą, kad dalys nesideformuotų. Dalis atvėsta, tada nuplaunama vandeniu ir, jei reikia, apdailinama švitriniu popieriumi iki vientisos ir vientisos masės.
Litavimo indai arba litavimo skylės varyje
Lituojant indus, naudojama gryna skarda, kurios lydymosi temperatūra yra aukštesnė nei alavo ar švino turinčio lydmetalio. Kartais didelėms detalėms lituoti naudojami plaktiniai lituokliai, kaitinami ant atviros ugnies dujiniu degikliu arba pūtikliu. Ateityje viskas vyksta pagal standartinę schemą: valymas, glaistymas ir skardinimas, dalių sujungimas ir šildymas lituokliu. Būtent šiam lituokliui patogus grynas alavo lydmetalis.
Iš vidaus jungiamasis elementas, kaip taisyklė, turi kraštą, kuris neleidžia jo įsriegti per vamzdį. Ją galima nuimti stambia dilde, jei jungiamąją detalę reikia stumti ant vamzdžio toliau nei numatyta ir taip užlituoti nereikalingą skylę.



