
- Aukšto slėgio rišimo suspaudimo jungtys
- 4 būdas: jungties jungtis
- Kiti litavimo variantai: darbas su variniais vamzdžiais ir įvairiais metalais
- Varinių vamzdžių litavimo niuansai: kaip tai padaryti teisingai
- Kaip lituoti varinę vielą prie aliuminio
- Kaip lituoti varį ir nerūdijantį plieną
- Vario litavimas geležimi - ar tai įmanoma
- Vario gaminių litavimo technologija
- Iškirpkite daiktą iki reikiamo ilgio
- Užtepkite srautą ant vamzdžio paviršiaus
- Dalių sujungimas prieš litavimą
- Sujungimų susidarymas žemos temperatūros litavimo metu
- Siūlės formavimas lituojant aukštoje temperatūroje
- Varinių vamzdžių tipai
- Ko reikia varinių vamzdžių litavimui
- Eksploatacinės medžiagos ir įrankiai
- Lydmetalis ir srautas
- Degiklis
- Susijusios medžiagos
- Kur kreiptis
- 3 Kaip lituoti varinius vamzdžius?
- Varinių vamzdžių montavimas
- Dujotiekio surinkimas su jungiamosiomis detalėmis
- Medžiagos ir įrankiai
- Surinkimo instrukcijos
Aukšto slėgio rišimo suspaudimo jungtys
Sukibimo užspaudimo technologijos pažanga ir O-žiedų medžiagų kūrimas leido pritaikyti klijavimo užspaudimus aukšto slėgio sistemoms. Tačiau aukšto slėgio sistemoms reikalingos šiek tiek kitokios presavimo žandikaulio konfigūracijos.
Jungiamojo mazgo gamybos naudojant 360º dvigubo suspaudimo techniką rezultatas
Žemo slėgio, technologinių ir nemedicininių suslėgtų dujų linijų suspaudimo jungtys naudoja vieną standartinę šešiakampę suspaudimo formą.
Didesnio slėgio klijavimui reikia naudoti specialiai sukurtas presuojamas jungtis ir veržiamuosius žandikaulius, kad būtų užtikrintas 360° dvigubas jungiamosios detalės užspaudimas.
4 būdas: jungties jungtis
Išskirtinis įspaudžiamo surinkimo metodo bruožas yra tas, kad montavimui nereikia papildomų įrankių, degiklių, specialių kuro dujų ar elektros. Surinkimą užtikrina integruotas elastomero sandariklis ir nerūdijančio plieno rankenos žiedas.
Patogus visais atžvilgiais ir gana praktiškas eksploatacijai, mazgo surinkimo būdas įdedant spaudžiant (stumiamas prijungimas)
Tipiniai slėgio ir temperatūros intervalai įspaudžiamiems mazgams pateikti lentelėje:
| Surinkimo tipas | Slėgio diapazonas, kPa | Temperatūros diapazonas, ºC |
| Įstumiamas įterpimas, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plius 120 |
Yra du paplitę tokio tipo jungiamųjų detalių tipai. Abi galimybės sukuria tvirtus, patikimus mazgų mazgus. Tačiau nors vieno tipo įstumiama jungtis leidžia lengvai nuimti mazgą sumontavus, pvz., sistemos priežiūrai, kitas šios konfigūracijos nepalaiko. Šiuo metu jungiamosios detalės skiriasi viena nuo kitos.
Įstumiamųjų jungčių jungiamųjų detalių tipai: kairėje - sulankstoma konstrukcija; dešinėje - neatskiriamas dizainas
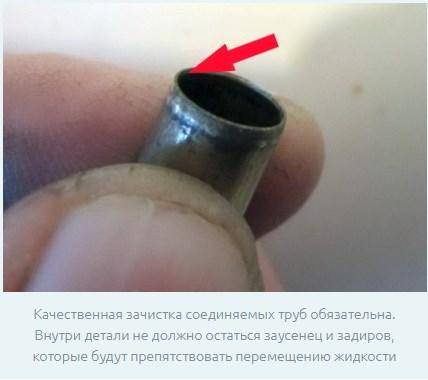
Prieš surenkant agregatą, reikia atlikti visas parengiamąsias procedūras su variniu vamzdžiu, kaip jau aprašyta aukščiau
Čia ypatingas dėmesys turėtų būti skiriamas nuožulniojo varinio vamzdžio galo valymui švitriniu popieriumi, nailoniniu abrazyviniu audiniu arba higieniniu audiniu. Šie veiksmai užtikrina sandarinimo tarpiklio vientisumą įdėjimo metu. varinis vamzdis jungiamosios detalės korpuse
Surinkimas apima standaus stūmimo, tuo pačiu metu sukimo judesio, nukreipto į armatūrą, vykdymą. Varinio vamzdžio judėjimas jungiamosios detalės viduje atliekamas tol, kol varinis vamzdis atsiremia į jungiamosios detalės taurės galą. Šis momentas dažniausiai nurodomas iš anksto padaryta įterpimo gylio žyma ant vario paviršiaus.
Informacijos pagalba: Cooper
Kiti litavimo variantai: darbas su variniais vamzdžiais ir įvairiais metalais
Varinių vamzdžių litavimas reikalauja tam tikros tokio darbo patirties. Todėl jei namų meistras tokio darbo imasi pirmą kartą, verta prieš tai pasipraktikuoti, kad nereikėtų kelis kartus perdaryti jau baigtos vandentiekio ar šildymo linijos. Varinius vamzdžius galima lituoti tiek kietuoju lydmetaliu (naudojant dujinį degiklį), tiek iš minkštųjų lydinių. Antruoju atveju, variniams vamzdžiams, tikslinga naudoti didelio galingumo plaktuką lituokliu.
 Tikslus ir kokybiškas litavimas yra raktas į jungties ilgaamžiškumą
Tikslus ir kokybiškas litavimas yra raktas į jungties ilgaamžiškumą
Varinių vamzdžių litavimo niuansai: kaip tai padaryti teisingai
Kaip srautą varinių vamzdžių litavimui geriausia naudoti kanifoliją. Jis tepamas lygiu sluoksniu ant išorinių vamzdžio paviršių, po to ant jo pritvirtinama jungiamoji detalė. Jo galinėje pusėje sumontuota antroji greitkelio dalis. Toliau armatūra šildoma dujiniu degikliu, o išilgai siūlių "sumontuojamas" lydmetalis.Veikiant aukštai temperatūrai, jis išsilydo, užpildo siūlę ir sukuria kokybišką sandarų ryšį.
 Kartais tenka apsieiti ir be jungiamųjų detalių
Kartais tenka apsieiti ir be jungiamųjų detalių
Lituoti varinius vamzdžius savo rankomis nėra per sunku, tačiau šis darbas reikalauja kruopštumo ir tikslumo. Žinoma, žodžiais ne viską galima paaiškinti suprantamai, todėl Mielojo Skaitytojo dėmesiui pateikiame vaizdo įrašą apie vario litavimą dujiniu degikliu, iš kurio viskas taps aiškiau.
 Žiūrėkite šį vaizdo įrašą „YouTube“.
Žiūrėkite šį vaizdo įrašą „YouTube“.
Išnagrinėję klausimą, kaip namuose lituoti varinius vamzdžius, galite pereiti prie kitos problemos, būtent neidentiškų metalų (vario su aliuminiu, geležimi ar nerūdijančiu plienu) litavimo.
Kaip lituoti varinę vielą prie aliuminio
Aliuminio litavimas variu yra gana sudėtingas procesas. Pažymėtina, kad aliuminiui vargu ar tinka tas pats lydmetalis, ir atvirkščiai. Šiuos metalus daug lengviau suderinti naudojant plieninę movą. Nors šiandien gamintojas siūlo specialius lydmetalius ir srautus tokiems tikslams, jų kaina yra nemaža, o tai lemia tokio darbo nuostolingumą.

Visa problema slypi vario ir aliuminio konflikte. Jie turi skirtingą atsparumą ugniai, tankį. Be to, aliuminis, sąveikaudamas su variu, pradeda stipriai oksiduotis. Šis procesas ypač paspartėja, kai per jungtį teka elektros srovė. Todėl, jei reikia vario ir aliuminio vielos jungtys geriausia naudoti WAGO savaime užsifiksuojančius gnybtų blokus, kurių viduje yra kontaktinė pasta Alyu Plus. Būtent ji pašalina oksidą iš aliuminio, neleidžia vėlesniam jo atsiradimui ir skatina normalų kontaktą su variniais laidininkais.









Išsiaiškinę, kaip lituoti varį prie aliuminio, galite pereiti prie kietesnių metalų.
 Kartais toks ryšys yra būtinas
Kartais toks ryšys yra būtinas
Kaip lituoti varį ir nerūdijantį plieną
Lituojant varį su nerūdijančiu plienu, svarbų vaidmenį atlieka net ne pati litavimo medžiaga, o naudojamas įrankis, nors daug kas priklauso nuo eksploatacinių medžiagų. Šiuo atveju priimtiniausios medžiagos yra:
- vario-fosforo lydmetalis;
- alavo sidabras (Castolin 157);
- radijo inžinerija.
Kai kurie meistrai teigia, kad tinkamai prižiūrėjus darbą tiks net labiausiai paplitęs alavo ir švino lydmetalis. Pagrindinis dalykas yra privalomas srauto (borakso, litavimo rūgšties) naudojimas, kruopštus kaitinimas ir tik po to litavimas (litavimas).
 Kompleksinis vario ir nerūdijančio plieno litavimas
Kompleksinis vario ir nerūdijančio plieno litavimas
Tokie junginiai yra reti, todėl specializuoti lydmetaliai tokiems tikslams yra gana brangūs.
Vario litavimas geležimi - ar tai įmanoma
Ši parinktis įmanoma, tačiau su tam tikromis sąlygomis. Pavyzdžiui, paprastas propano degiklis nebetinka kaip šildytuvas. Turite naudoti propaną su deguonimi. Boraksas turėtų būti naudojamas kaip srautas, tačiau žalvaris veiks kaip lydmetalis. Tik tokiu atveju galime tikėtis normalaus rezultato. Nesunku nusipirkti litavimo vario litavimui su geležimi arba nerūdijančiu plienu. Svarbiausia suprasti, ar papildomos išlaidos bus pateisinamos.
 Taip pat galima lituoti varinius ir geležinius vamzdelius
Taip pat galima lituoti varinius ir geležinius vamzdelius
O dabar siūlome pažvelgti, kaip kruopščiai namų meistrai gali atlikti įvairių paskirčių greitkelių vamzdžių litavimo darbus.
1 iš 5





Vario gaminių litavimo technologija
Paruošus įrankius ir medžiagas, vamzdžiai lituojami, susidedantys iš šių žingsnių:
- ruošinių pjaustymas į segmentus;
- riebalų šalinimas ir oksidų pašalinimas;
- elementų sujungimas;
- litavimo užtepimas ant jungties linijos.
Iškirpkite daiktą iki reikiamo ilgio
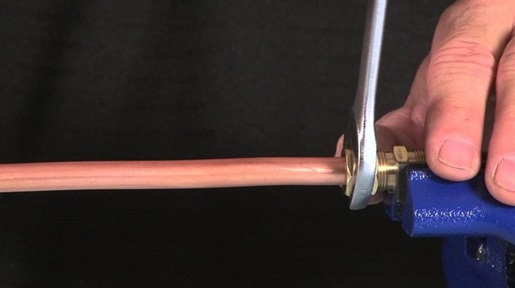
Varinių vamzdžių suvirinimas prasideda nuo dujotiekio žymėjimo, kuris vėliau supjaustomas į norimo ilgio elementus. Ženklinant būtina atsižvelgti į ilgio maržą, reikalingą vamzdeliams sujungti išplėtus galą. Rankinis pjovimo įrankis leidžia užspausti vamzdį, o tada aplink išorinį ruošinio paviršių sukamas karbido volelis. Pjaunant vamzdžio korpusą, volas prispaudžiamas reguliavimo varžtu, kuris leidžia išgauti tolygų pjūvį.
Leidžiama pjauti ruošinius metaliniu pjūklu ir specialiu šablonu, užtikrinančiu pjūvio statmenumą. Pjaunant neleidžiama suspausti vamzdžio, nes išorinio paviršiaus ovalumas pablogina jungties sandarumą (dėl pasikeitusio tarpo, kuris nebus užpildytas lydmetaliu). Gauta blykstė pašalinama švitriniu popieriumi ir metaliniu šepečiu. Tada vienas iš kraštų apdorojamas plėtikliu, kuris sukurs sandarią jungtį su padidintu stiprumu.
Užtepkite srautą ant vamzdžio paviršiaus
Varinių vamzdžių suvirinimui „pasidaryk pats“ reikia pašalinti oksidus nuo jungiamų dalių paviršiaus. Ruošiniai nuvalomi riebalų šalinimo priemone (pavyzdžiui, acetonu), o tada sujungti kraštai užtepami reagentu. Nerekomenduojama vartoti padidintos flux dozės, veikliosios medžiagos tolygiai tepamas plonu sluoksniu į ryšio zoną. Reagentui tepti naudojamas teptukas, nepaliekantis ant paviršiaus pluoštų.
Dalių sujungimas prieš litavimą
Užtepus fliusą, vamzdeliai sujungiami, elementus rekomenduojama sujungti iškart sutepus paviršių (kad sumažėtų dulkių nusėdimo rizika). Sujungus dalys sukasi viena kitos atžvilgiu, o tai leidžia paskirstyti srautą ir užtikrina tvirtą prigludimą. Iš jungties išspaustas reagentas pašalinamas sausu skudurėliu, draudžiama laikyti srautą ant elementų, pagamintų iš spalvotųjų metalų, nes prasideda medžiagos sunaikinimas.
Sujungimų susidarymas žemos temperatūros litavimo metu

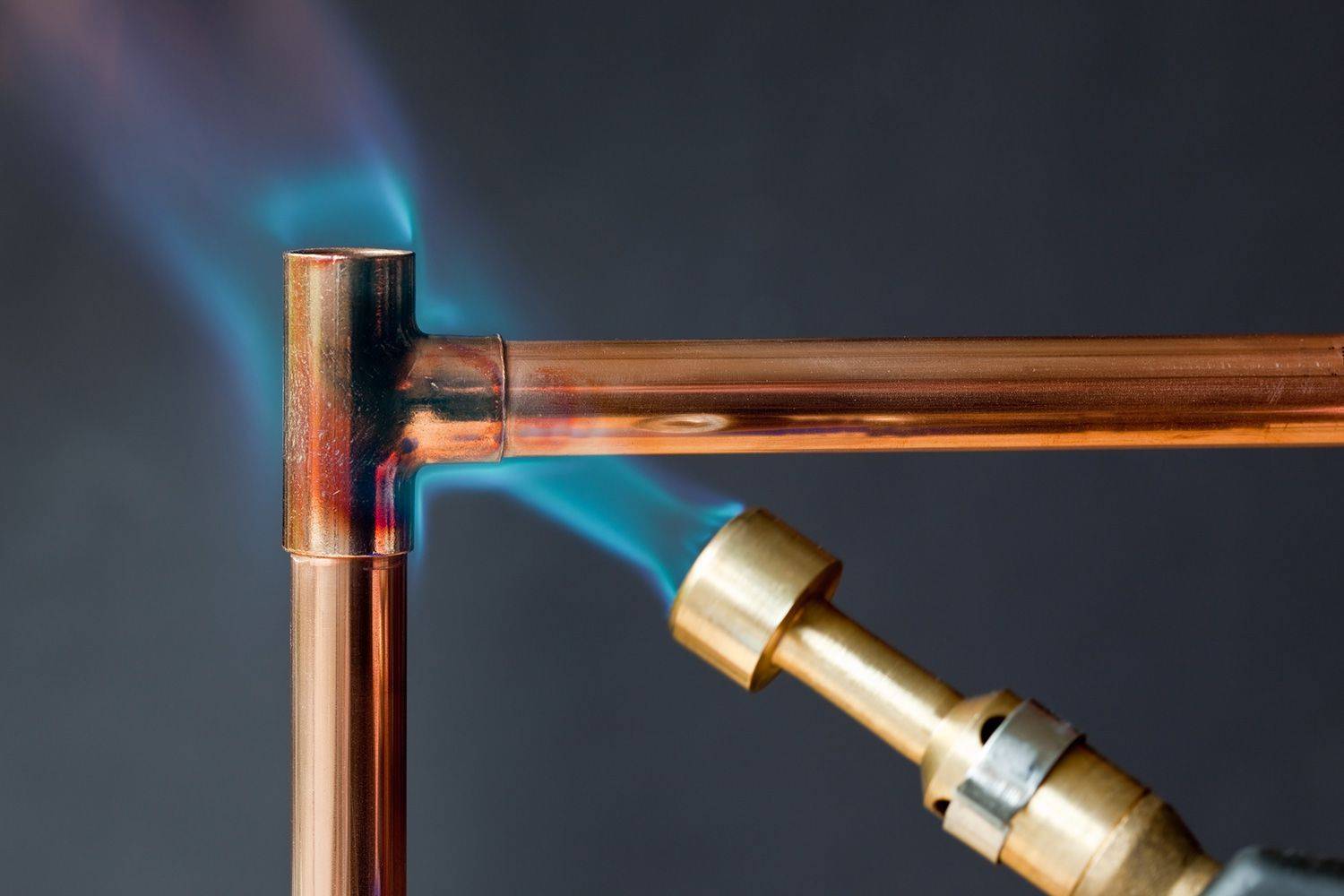
Žemos temperatūros technologijoje naudojamas srautas, skirtas sumažinti konstrukcijos šildymą prijungimo metu. Varinių vamzdžių litavimas su dujų degikliu numato degiklio tiekimą į sujungimo zoną, degiklis juda išilgai jungties, užtikrindamas vienodą dalių kaitinimą. Tada į ranką paimamas litavimo strypas, kuris tiekiamas į tarpą tarp vamzdžių. Išlydytas metalas pradeda sklisti ant paviršių, degiklis nukeliamas į šoną, lydmetalis užpildo jungtį dėl šildomo vamzdžio temperatūros.










Siūlės formavimas lituojant aukštoje temperatūroje
Naudojant ugniai atsparius lydmetalius, vamzdžiai kaitinami degikliu iki aukštesnės temperatūros. Degiklis juda išilgai jungties zonos, kol vamzdis įkaista iki vyšninės raudonumo atspalvio (atitinkančio 750°C temperatūrą). Tada lydmetalis, pašildytas degiklio liepsna, tiekiamas į jungtį.
Lydmetalis išsilydo nuo sąlyčio su šildomais vamzdžiais, tolygiai užpildydamas montavimo tarpą. Lydmetalio pertekliaus naudoti nereikia, nes medžiaga liks vamzdyno išorėje. Pasibaigus procedūrai, reikia palaukti 2-3 minutes, sumažėjus siūlės temperatūrai ir susikristalizavus lydmetaliui, pašalinami srauto likučiai.Papildomas jungties apdirbimas nereikalingas.
Varinių vamzdžių tipai
Prieš gamindami dujotiekį, turite pasirinkti dalis. Tarp įsigytų dalių yra dviejų tipų:
- Neatkaitinti – didelio stiprumo elementai su mažu plastiškumo indeksu. Po pagaminimo jie nėra papildomai termiškai apdorojami.
- Atkaitinti - elementai, kurie papildomai termiškai apdorojami. Jie laikomi maždaug 700 laipsnių Celsijaus temperatūroje. Medžiaga įgauna aukštą plastiškumo indeksą. Dėl papildomo terminio apdorojimo jie tampa atsparesni kritinėms temperatūroms.
Variniai vamzdžiai skiriasi sienelių storiu ir ritinių, kuriuose jie parduodami, dydžiu. Pagal GOST jie turi būti pagaminti iš gryno vario.
Ko reikia varinių vamzdžių litavimui
Varinių vamzdžių litavimas, kurį nėra sunku padaryti savo rankomis, nereikalauja brangios įrangos ir jokių specialių medžiagų. Norint tinkamai jį įgyvendinti, jums reikės šių įrenginių.
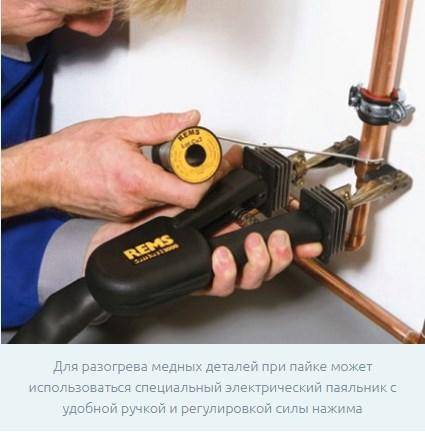
Degiklis, kurio dėka bus šildomas lydmetalis ir vamzdžio dalis, kurioje jie bus prijungti. Paprastai į tokį degiklį tiekiamos propano dujos, kurių slėgį reguliuoja suvirinimo reduktorius.
Specialus įrankis variniams vamzdžiams pjauti. Kadangi gaminiai iš šio metalo yra labai minkšti, juos reikia pjauti pakankamai švelniai, kad nesusiglamžytų sienų. Šiuolaikinėje rinkoje siūlomi įvairių modelių vamzdžių pjaustytuvai, kurie skiriasi tiek savo funkcionalumu, tiek techninėmis galimybėmis.
Atskirų tokių įrenginių modelių dizainas, kuris yra svarbus, leidžia juos naudoti net darbui sunkiai pasiekiamose vietose.
Vamzdžių plėtiklis yra įrenginys, leidžiantis išplėsti varinio vamzdžio skersmenį, o tai būtina norint geriau lituoti. Įvairiose sistemose, montuojamose iš varinių vamzdžių, naudojami tos pačios sekcijos elementai, o norint juos kokybiškai sujungti, reikia šiek tiek padidinti vieno iš sujungtų elementų skersmenį. Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Varinių vamzdžių platinimo rinkinys
Įtaisas varinių vamzdžių galams nusklembti. Po apipjaustymo dalių galuose lieka įbrėžimų, kurie gali trukdyti gauti kokybišką ir patikimą ryšį. Norint juos pašalinti ir vamzdžių galams suteikti reikiamą konfigūraciją, prieš litavimą naudojamas nusklembtuvas. Šiandien rinkoje yra dviejų pagrindinių tipų nusklembimo įtaisai: įdedami į apvalų korpusą ir pagaminti pieštuko pavidalu. Patogesni naudoti, bet ir brangesni yra apvalūs įrenginiai, galintys apdoroti minkštus varinius vamzdžius, kurių skersmuo ne didesnis kaip 36 mm.
Norint tinkamai paruošti varinius vamzdžius litavimui, nuo jų paviršiaus būtina pašalinti visus nešvarumus ir oksidus. Šiems tikslams naudojami šepečiai ir šepečiai, kurių šereliai pagaminti iš plieninės vielos.
Varinių vamzdžių litavimas dažniausiai atliekamas kietuoju lydmetaliu, kuris gali būti aukštos ir žemos temperatūros. Aukštos temperatūros lydmetalis yra varinė viela, kurios sudėtyje yra apie 6% fosforo. Tokia viela tirpsta 700 laipsnių temperatūroje, o jos žematemperatūriniam tipui (alavo vielai) pakanka 350 laipsnių.
Varinių vamzdžių litavimo technologija apima specialių srautų ir pastų, kurios atlieka apsauginę funkciją, naudojimą. Tokie srautai ne tik apsaugo susidariusią siūlę nuo oro burbuliukų susidarymo joje, bet ir žymiai pagerina lydmetalio sukibimą su vamzdžio medžiaga.
Variniams vamzdžiams lituoti, be fliuso, litavimo ir kitų pagrindinių elementų, reikės papildomų įrankių, kurių galima rasti kiekvienoje dirbtuvėje ar garaže. Norėdami lituoti arba suvirinti vario gaminius, papildomai paruoškite:
- įprastas žymeklis;
- ruletė;
- pastato lygis;
- mažas šepetėlis standžiais šereliais;
- plaktukas.
Prieš pradedant darbą taip pat svarbu apsispręsti kaip lituoti varį vamzdžiai. Gali būti dvi pagrindinės galimybės: vario litavimas (rečiau naudojamas) ir minkštojo litavimo naudojimas. Sprendžiant šią problemą, svarbu vadovautis tuo, kad yra reikalavimai naudoti vieno ar kito tipo lydmetalį.
Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti. Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.
Sprendžiant šį klausimą svarbu vadovautis tuo, kad yra keliami reikalavimai naudoti vieną ar kitą lydmetalio tipą. Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti.
Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.

Šepečiai varinio vamzdžio vidinio paviršiaus nuvalymui prieš litavimą
Eksploatacinės medžiagos ir įrankiai
Be vamzdžių ir jungiamųjų detalių, jums taip pat reikės degiklio, litavimo ir srauto - pačiam litavimui. Taip pat vamzdžių lankstiklis ir keletas susijusių smulkmenų, skirtų apdoroti prieš pradedant darbą.










Šepetys jungiamųjų detalių nuėmimui iš vidaus
Lydmetalis ir srautas
Bet kokio tipo varinių vamzdžių litavimas vyksta srauto ir litavimo pagalba. Lydmetalis yra alavo lydinys, kurio lydymosi temperatūra yra tam tikra, bet būtinai žemesnė nei vario. Jis tiekiamas į litavimo zoną, kaitinamas iki skystos būsenos ir patenka į jungtį. Po aušinimo jis užtikrina tvirtą ir patvarią jungtį.
Mėgėjiškam varinių vamzdžių litavimui savo rankomis tinka alavo lydmetalis su sidabro, bismuto, stibio ir vario priedu. Geriausiais laikomi junginiai su sidabro priedu, tačiau jie yra patys brangiausi, optimaliausi su vario priedu. Taip pat yra su švino priedu, tačiau jie neturėtų būti naudojami vandentiekyje. Visi šie litavimo tipai užtikrina gerą siūlės kokybę ir lengvą litavimą.

Fliusas ir lydmetalis yra būtinos eksploatacinės medžiagos
Minkštasis lydmetalis parduodamas mažose ritėse, kietasis lydmetalis parduodamas pakuotėse, supjaustytas gabalėliais.
Prieš litavimą, jungtis apdorojama fliusu. Fliusas yra skystas arba pastos pavidalo agentas, dėl kurio išlydytas lydmetalis patenka į jungtį. Čia nėra nieko ypatingo rinktis: tiks bet koks srautas, skirtas variui. Be to, norint užtepti srautą, jums reikės mažo šepetėlio. Geriau – su natūraliais šereliais.
Degiklis
Norėdami dirbti su minkštu lydmetaliu, galite nusipirkti nedidelį rankinį žibintuvėlį su vienkartiniu dujų balionu. Šie cilindrai tvirtinami prie rankenos, yra 200 ml tūrio.Nepaisant miniatiūrinio dydžio, liepsnos temperatūra yra nuo 1100°C ir aukštesnė, o tai yra daugiau nei pakankamai, kad ištirptų minkštas lydmetalis.
Į ką turėtumėte atkreipti dėmesį, yra pjezo uždegimas. Ši funkcija nėra nereikalinga – bus lengviau dirbti
Vožtuvas yra ant rankinio dujų degiklio rankenos. Jis reguliuoja liepsnos ilgį (dujų tiekimo intensyvumą). Tas pats vožtuvas uždaro dujas, jei reikia gesinti degiklį. Saugumą užtikrina atbulinis vožtuvas, kuris, nesant liepsnos, išjungs dujų tiekimą.

Rankinis degiklis variniams vamzdžiams lituoti
Kai kurie modeliai turi liepsnos deflektorių. Jis neleidžia liepsnai išsisklaidyti, todėl litavimo zonoje susidaro aukštesnė temperatūra. Dėl šios priežasties degiklis su atšvaitu leidžia dirbti pačiose nepatogiausiose vietose.
Dirbdami su buitiniais ir pusiau profesionaliais modeliais, turite būti atsargiems - neperkaitinkite įrenginio, kad plastikas neištirptų. Todėl daug litavimo vienu metu daryti neverta – geriau leisti įrangai atvėsti ir šiuo metu ruošti kitą jungtį.
Susijusios medžiagos
Norėdami pjauti varinius vamzdžius, jums reikia vamzdžių pjaustytuvo arba metalinio pjūklo su metaliniu peiliuku. Pjūvis turi būti griežtai vertikalus, o tai suteikia vamzdžio pjaustytuvą. O norint garantuoti tolygų pjūvį metaliniu pjūklu, galite naudoti įprastą dailidės įpjovos dėžę.

vamzdžių pjaustytuvas
Ruošiant vamzdžius, jie turi būti išvalyti. Norėdami tai padaryti, yra specialūs metaliniai šepečiai ir šepečiai (vidiniam paviršiui valyti), tačiau galite apsieiti su švitriniu popieriumi su vidutiniais ir smulkiais grūdeliais.
Norėdami pašalinti įpjovas nuo pjūvių, yra nuožulniai. Jų sukurtas vamzdis geriau telpa į jungiamąją detalę – jo lizdas tik milimetro dalele didesnis už išorinį skersmenį.Taigi menkiausias nukrypimas sukelia sunkumų. Bet iš esmės viską galima pašalinti švitriniu popieriumi. Tai užtruks tik daugiau laiko.
Taip pat patartina turėti apsauginius akinius ir pirštines. Daugelis namų amatininkų nepaiso šių saugos priemonių, tačiau nudegimai yra labai nemalonūs. Tai visos medžiagos ir įrankiai, reikalingi variniams vamzdžiams lituoti.
Kur kreiptis
Litavimas kietaisiais lydmetaliais pasižymi tuo, kad jį atliekant gaminių jungties plotas turi būti įkaitintas iki maždaug 450 laipsnių ar aukštesnės temperatūros.
Tokie lydmetaliai vadinami ugniai atspariais, o jų pagalba gauta jungtis išlaiko savo stiprumo charakteristikas net esant stipriam šiluminiam šildymui.
 Skirtingai nuo kietojo litavimo, minkštasis litavimas apima žemos temperatūros eksploatacinių medžiagų, kurios užtikrina patikimą sukibimą daug žemesnėje temperatūroje (apie 200–300 ℃), naudojimą.
Skirtingai nuo kietojo litavimo, minkštasis litavimas apima žemos temperatūros eksploatacinių medžiagų, kurios užtikrina patikimą sukibimą daug žemesnėje temperatūroje (apie 200–300 ℃), naudojimą.
Paprastai jie naudojami lituojant gaminius, naudojamus normaliomis temperatūros sąlygomis, ir negarantuoja kontakto su stipriu kaitinimu išsaugojimo.
Kietlitavimo galimybės plačiai naudojamos tose srityse, kur reikia išgauti siūlę, kuri pagal savo stiprumo savybes užima tarpinę padėtį tarp suvirinimo ir žematemperatūrinio litavimo.
Tuo pačiu metu ypatingas dėmesys skiriamas medžiagų struktūros išlaikymui kontaktinėje zonoje, kurios po apdorojimo neturėtų prarasti savo pirminių savybių. Karbido jungtys dažniausiai yra paklausios šiose situacijose:
Karbido jungtys dažniausiai yra paklausios šiose situacijose:
- metalo pjovimo įrankių, pjaustytuvų su kietojo lydinio darbiniais įdėklais gamyba;
- gaminant konteinerius ir indus, pagamintus iš spalvotųjų metalų ir nerūdijančio plieno;
- autoservisuose (remontuojant radiatorius ir atskirus transmisijos elementus), taip pat tose vietose, kur labai nepageidautina naudoti suvirinimą;
- montuojant ir remontuojant vamzdžius iš kietojo vario lydinių, sumontuotus šaldymo ir šilumos mainų įrenginiuose ir veikiančius esant „kritinei“ temperatūrai ar aukštam slėgiui;
- patikimam ir patvariam plonasienių objektų ir dalių, kurios eksploatacijos metu patiria didesnes apkrovas ir elastines deformacijas, sujungimui.

Kietojo litavimo technologijos naudojimas užtikrina reikiamą susidariusios jungties tvirtumą ir atsparumą perkaitimui. Be to, karbido metodai naudojami taisant varinius arba žalvario gaminius, kurie eksploatacijos metu yra veikiami aukštų temperatūrų.








Skirtingai nuo pirmiau aprašytų litavimo medžiagų, minkštojo litavimo taikymas apsiriboja įprastomis darbo sąlygomis. Šis metodas dažniausiai naudojamas, kai reikia patikimai sujungti gaminius ir dalis, pagamintus iš lydžių medžiagų, kurios nėra veikiamos per didelio karščio ir deformacijų.
Išplitusios alavo švino litavimo kompozicijos ypač populiarios dėl „minkštos“ dalių artikuliacijos.
3 Kaip lituoti varinius vamzdžius?
Vamzdyno, pagaminto iš vario gaminių, montavimo schema yra labai paprasta:
Vamzdžių pjaustytuvu nupjauname mums reikalingo ilgio vamzdį (jis turi būti statmenas pjovimo įtaisui, kad būtų tolygiausias kraštas).
Šepečiu su plieniniais šereliais pašaliname vamzdžio atplaišas, o šepetėliu nuvalome jo paviršius
Atkreipkite dėmesį – šiuos darbus griežtai draudžiama atlikti naudojant smulkiagrūdį švitrinį popierių, nes smulkios jo dalelės išliks ant vario paviršiaus ir sumažins sukibimo lygį.
Antrą vamzdinio gaminio dalį išplečiame iki reikiamos dalies taip, kad abu segmentai laisvai įsiterptų vienas į kitą (šiuo atveju taip pat turėtų likti nedidelis tarpelis).
Nuvalome (visus tuos pačius įrenginius) nuo nešvarumų ir nubraižome išsiplėtusio gaminio kraštą.
Ant mažesnės dalies vamzdžio tepame fliusą ir teptuku paskirstome per paviršių. Neįmanoma užtepti per daug srauto (arba paskirstyti jį netolygiai), nes kaitinant lydmetalis per jį gali patekti į vamzdyno vidų ir susidaryti ten sustingusius lašus, kurie sistemos veikimo metu kels triukšmą judant vandeniui.

Po to galite sujungti vamzdžius (sudėkite juos vieną į vieną). Tuo pačiu metu, kad lydmetalis nepriliptų prie vamzdžio, perteklinį srautą reikia pašalinti drėgnu skudurėliu. Kitas procedūros žingsnis yra gauto junginio pašildymas. Jungties šildymo operacija nutraukiama tuo metu, kai srautas pasidaro sidabrinis.
Toliau į jungtį atvedamas lydmetalis, kuris iš įkaitusios vamzdžio medžiagos (visi žino, koks didelis vario šilumos laidumas) išsilydo be šilumos iš degiklio. Lydmetalis dėl kapiliarinio reiškinio prasiskverbia tarp sujungtų elementų. Litavimas baigiamas, kai ant vamzdinio gaminio paviršiaus atsiranda litavimo lašelių.

Po to vamzdžių sandūra turėtų atvėsti. Aušinimo metu negalite daryti mechaninio poveikio sistemai, taip pat pabandyti pagreitinti procesą šalto oro tiekimas. Atvėsinta jungtis paskutiniame litavimo etape nuvaloma šluoste, pamirkyta vandenyje. Tai užtikrins tvarkingą dujotiekio išvaizdą, kuriame nebus litavimo ir srauto likučių.
Varinių vamzdžių montavimas
Įrengiant vandentiekio sistemas savo rankomis, dažnai reikia sujungti varinius vamzdžius su gaminiais, pagamintais iš kitų medžiagų. Šildymo sistemose, tiekiant šaltą ir karštą vandenį, vario junginiai su plienu, plastiku ir žalvariu yra saugūs korozijos procesų atsiradimo požiūriu. Tačiau vario kontaktas su cinkuotu plienu yra pavojingas cinkuotiems vamzdžiams ir sukelia jų sunaikinimą dėl elektrolitinių procesų. Norint išvengti dujotiekio gedimo, reikia atlikti jungtį ir užtikrinti, kad vandens srautas būtų nukreiptas iš plieno į varį.
Prieš pradedant darbą, būtina paruošti įrankį varinių vamzdžių montavimui šildymo sistemoje arba karšto ar šalto vandens tiekimui. Norėdami tai padaryti, jums reikės: vamzdžių pjaustytuvo arba metalo pjūklo, dildės ar grandiklio, esant sudėtingos konfigūracijos sekcijoms - vamzdžių lenkimo, dujų degiklio ar karšto oro pistoleto.
Variniai vamzdynai „pasidaryk pats“ prasideda iš anksto apskaičiuoto ilgio atkarpomis. Tada reikia nuimti išorines ir vidines vamzdžio dalis, jei reikia, išlyginti pjūvį. Vamzdžių lenkimo įtaiso naudojimas neleis vamzdžiui išsilyginti ir susidaryti raukšlėms, dėl kurių šiose vietose gali sumažėti vamzdyno našumas.
Jeigu vamzdžių skersmenys neviršija 15 mm, tai jų lenkimo spindulys turi būti ne mažesnis kaip 3,5 skersmens, o jei didesnis nei 15 mm – keturių skersmenų.Lenkiant rankomis, kokybišką lenkimą galima gauti tik 8 skersmenų spinduliu.
Nepaisant atsparumo korozijai, variniai vamzdžiai dėl gamybos technologijos pažeidimų, netinkamo litavimo ir didelio vandens užteršimo abrazyviniais intarpais gali patirti labai pavojingą taškinę koroziją. Vamzdis korozuoja vietose, kur sunaikinama oksido plėvelė. Vienas iš būdų šio proceso išvengti – vandens tiekimo ir šildymo vamzdynuose įrengti filtrus.
Šiuolaikinėje statybų rinkoje variniai vamzdžiai dėl savo unikalių savybių gana sėkmingai konkuruoja su plieno, plastiko ir metalo plastiko gaminiais, nepaisant jų brangumo.
Net ir tai, kad polimeriniai vamzdžiai naudojami vis dažniau, metalo gaminiai vis dar yra labai sėkmingi. Paprastai kaip metalas naudojamas varis, žalvaris ir plienas. Kalbant apie atsparumą korozijai ir aukštą temperatūrą, geriau išskiriamas varis. Tiesą sakant, varinių vamzdžių sujungimas bus aptartas šiame straipsnyje.
Net nepaisant to, kad variniai vamzdžiai išsiskiria didele kaina, atsižvelgiant į visas medžiagos savybes, jų naudojimas yra gana pagrįstas.
Visų pirma, prieš jungiant varinius vamzdžius, verta nuspręsti, kaip juos sujungti, lituojant ar kitaip.
Dujotiekio surinkimas su jungiamosiomis detalėmis
Varinių vamzdžių sujungimas su jungiamosiomis detalėmis atliekamas tik patikrinimui prieinamose vietose. Ši taisyklė atsiranda dėl to, kad jungtis nėra visiškai sandari ir laikui bėgant gali atsirasti nuotėkių.
Srieginės jungties pranašumas yra tas, kad prireikus remontas gali būti atliktas be papildomų pastangų, nes gauta jungtis yra nuimama.
Medžiagos ir įrankiai
Norėdami surinkti dujotiekį, jums reikės šių medžiagų ir įrankių:
- tinkamo skersmens variniai vamzdžiai;
- jungiamosios gofruotos arba presuojamos jungiamosios detalės;

Specialūs vamzdynų montavimo įtaisai
Jungiamųjų detalių tipai ir skaičius parenkami pagal dujotiekio schemą.
- vamzdžių pjaustytuvas arba metalinis pjūklas;
- vamzdžių lankstiklis variniams vamzdžiams. Įrenginys naudojamas vamzdynui organizuoti su mažiau jungčių, o tai padidina sistemos stiprumą;
- failas vamzdžių apdorojimui po pjovimo (prieš sujungimą). Be to, galite naudoti smulkų švitrinį popierių;
- FUM-juosta sriegių sandarinimui. Be FUM juostos taip pat galite naudoti lininį siūlą, Tangit Unilok siūlą ar bet kokią kitą sandarinimo medžiagą;
- veržliaraktis.
Surinkimo instrukcijos
Vario vamzdyno surinkimas „pasidaryk pats“ naudojant jungiamąsias detales atliekamas taip:
- vamzdžių pjovimas dujotiekiui. Kiekvieno vamzdžio ilgis turi visiškai atitikti schemą, sudarytą kuriant sistemą;
- izoliacinio sluoksnio pašalinimas. Jei įrengtoje vamzdynų sistemoje bet kokiam tikslui naudojami vamzdžiai su izoliacija, tada izoliacijos sluoksnis pašalinamas, kad būtų tvirtas sujungimas. Norėdami tai padaryti, norima dalis supjaustoma peiliu ir vamzdis išvalomas;
- nupjautas kraštas apdorojamas dilde, švitriniu popieriumi, kol gaunamas lygus paviršius. Jei vamzdžio gale liks įdubimų, duobių ar kitų nelygumų, jungtis bus mažiau sandari;

Prieš prijungdami prie jungiamosios detalės, nuimkite vamzdį
- jei reikia, vamzdžiai sulenkti;
- ant paruošto vamzdžio uždedama jungiamoji veržlė ir suspaudimo žiedas;

Jungiamųjų detalių montavimas
- vamzdis prijungtas prie jungiamosios detalės. Iš pradžių priveržimas atliekamas rankomis, o vėliau – veržliarakčiu. Priveržimo metu įvorė visiškai užsandarina jungtį, todėl nereikia naudoti papildomų sandariklių. Tačiau jungiant varinį vamzdį prie vamzdžio ar jungiamosios detalės, pagamintos iš kitos medžiagos, būtinas papildomas sandarinimas FUM juosta.
Tvirtinimo fiksacija
Svarbu neperveržti sriegių, nes minkštas varis lengvai deformuojasi.



