- Varinių vamzdžių litavimas savo rankomis: kaip lituoti varinius vamzdžius?
- Lydmetaliai variui lituoti
- Dujiniai degikliai litavimui
- Saugaus įrangos eksploatavimo taisyklės
- Kaip lituoti vamzdžius
- Varinių detalių litavimo būdai
- Aukštos temperatūros junginių savybės
- Kietasis litavimas
- Saugos priemonės lituojant varinius vamzdžius
- Minkšto litavimo instrukcijos
- Varinių vamzdžių tvirtinimas kitomis medžiagomis
- Mitai apie varinius vamzdynus
- Kaip pasirinkti tinkamą lydmetalį?
- Aukšto slėgio rišimo suspaudimo jungtys
- 4 būdas: jungties jungtis
Varinių vamzdžių litavimas savo rankomis: kaip lituoti varinius vamzdžius?
Yra dviejų tipų varinių vamzdžių litavimo tipai:
- žema temperatūra;
- aukštos temperatūros.
Taikant pirmąjį metodą, kaip taisyklė, montuojamos buitinės komunikacijos. Šiam būdui tinka minkštas lydmetalis, tai gali būti varinė (su fosforo priemaiša) 2 mm skerspjūvio viela, skarda arba švinas su priedais, minkštas lydmetalis su sidabru.
Lituoti save, turint mažai įgūdžių, nebus sunku.
Minkšto lydmetalio lydymosi temperatūra yra žemesnė nei vario, todėl, jei imsitės atsargumo priemonių, galėsite saugiai pradėti darbą.
Visų pirma, turėtumėte paruošti srautą, nes jis valo metalą nuo oksidų ir apsaugo litavimo vietą nuo deguonies patekimo. Flux apdoroja vamzdžio galą ir jungiamąją dalį, šiuo atveju jungiamąją detalę.
Tada vamzdis prijungiamas prie jungiamosios detalės, o jungtis šildoma dujų degikliu arba lituokliu. Kaitinant, lydmetalis išsilydo ir skystoje būsenoje prasiskverbia į visas laisvas jungties ertmes. Lydmetalis turi būti tolygiai paskirstytas per jungtį, o vamzdis su jungtimi turi būti atidėtas, kol jis atvės.
Kietasis litavimas atliekamas ta pačia seka, tik esant aukštesnei litavimo temperatūrai.
Lydmetaliai variui lituoti
Statybų rinka siūlo keletą variantų lydmetalis litavimui variniai vamzdžiai. Yra nuomonė, kad minkštieji lydmetaliai, susidedantys iš skardos su įvairiais priedais, negali užtikrinti litavimo jungčių patikimumo. Nepaisant to, kad tai nėra visiškai tiesa, galite žaisti saugiai ir pasirinkti lydmetalį su sidabro priedu.
Litavimui aukštoje temperatūroje yra skirtas kietasis vario-fosforo lydmetalis, kuris užtikrina didesnį litavimo patikimumą. Aukštatemperatūrinis litavimas naudojamas sujungiant magistralinių vamzdynų vamzdžius, kur priimtini slėgio kritimai.
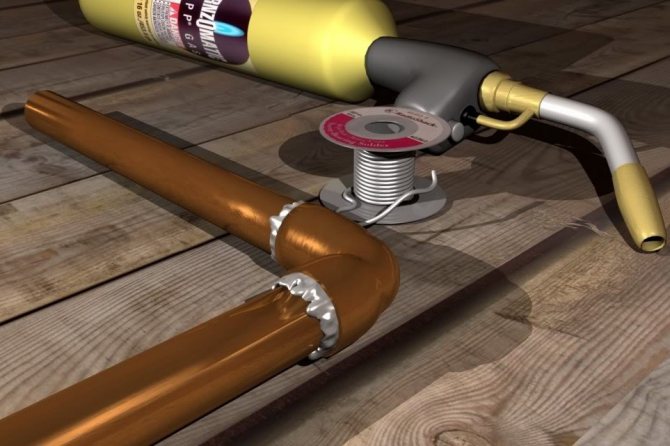
Dujiniai degikliai litavimui
Pradedant savarankišką vamzdyno montavimą, reikia pasirinkti tinkamus įrankius ir įrangą varinių vamzdžių litavimui, ypatingą dėmesį skiriant degikliui. Degiklis gali būti:
Degiklis gali būti:
- Propanas (dažniausiai naudojamas dideliems darbams atlikti).
- Su MAPP mišiniu (metilacetileno-propadieno-propano dujų mišinys).
- Acetilenas.
- Deguonis.
Dujų degikliai gali būti komplektuojami su nuimamais vienkartiniais balionais arba su žarnos jungtimi prie stacionaraus baliono.
Mažo vamzdyno įrengimui pakanka modelio su nuimamu dujų baku.
Tai viskas, ką reikia žinoti apie vario gaminių litavimo ypatybes. Turėdami reikiamą įrangą ir medžiagas variniams vamzdžiams lituoti, galite savarankiškai sumontuoti namų vamzdyną, kuris tarnaus daugelį metų.










Saugaus įrangos eksploatavimo taisyklės
Dujų balionų įranga, netinkamai naudojama, gali tapti stipraus sprogimo ar gaisro šaltiniu.
Atliekant suvirinimo darbus būtinai naudokite asmenines apsaugos priemones: akinius, pirštines, specialius batus.

Prieš pradėdami dirbti, turite atidžiai apžiūrėti įrangą, ar ji nepažeista. Jei įranga nešvari, būtinai pašalinkite nešvarumus
Su propano balionais galima dirbti tik gerai vėdinamose patalpose, o oro temperatūra neturi būti žemesnė nei 0 °C.
Visiškai draudžiama:
- Dirbkite šalia atviros liepsnos.
- Dirbdami laikykite cilindrą pakreiptą.
- Padėkite indus po saule.
- Darbus atlikti be pavarų dėžės.
- Pašildykite pavarų dėžę ant atviros liepsnos.
Be to, pajutę dujų kvapą, turite nedelsdami nutraukti darbą ir uždaryti baliono vožtuvą. Taip pat rekomenduojame susipažinti su pagrindinėmis dujų balionų sprogimo priežastimis.
Dirbdami be asmeninių apsaugos priemonių galite nusideginti ne tik nuo atviros liepsnos, bet ir atsitiktinio sąlyčio su karštomis dalimis.
Jei svarstomi naminiai degikliai jums netinka, rekomenduojame susipažinti su kitomis mūsų straipsniuose aptartomis naudingų naminių gaminių gamybos galimybėmis - pūtimo degikliu ir pirties krosnies degikliu.
Kaip lituoti vamzdžius
Prieš pradėdami dirbti, turite paruošti ryšius, skirtus ekspozicijai. Vamzdynų suvirinimas atliekamas mažose kanalizacijos sistemos dalyse, todėl reikia nupjauti vamzdį iki tam tikro dydžio. Pjūvio vieta nuvaloma, po to ten padaromas nuožulnus. Ši operacija padės lengviau prijungti šildymo ir vėsinimo šakas prie jungiamųjų detalių.
Nuotrauka - žingsnis po žingsnio instrukcijos
Atkaitintų medžiagų montavimui turėsite naudoti vadinamąjį vamzdžių plėtiklį. Šis įrankis reikalingas montuoti ant nestandartinio skersmens jungiamųjų detalių. Yra įvairaus skersmens įrenginių, beveik iki 110 mm.
Žingsnis po žingsnio instrukcijos, kaip lituoti varinius vamzdžius skarda:
Pagal SNiP vardinis skersmuo visada turi būti mažesnis už jungiamąją detalę;
Sujungimų apdorojimas aukštoje temperatūroje pradedamas tik nuėmus juos. Jungiamosios detalės ir vamzdžiai turi būti nuvalyti šepečiu ir, jei reikia, patrinti švitriniu popieriumi. Priklausomai nuo ryšių laikymo vietos, jų sąnarius taip pat rekomenduojama apdoroti alkoholiu, kad būtų pašalinti riebalai;
Toliau toje vietoje, kur bus lituojami variniai vamzdžiai, plonu sluoksniu tepama fliuso pasta ir sumontuotos jungiamosios detalės, kurios bus sumontuotos komunikacijos dalims sujungti;
Dabar degiklis įsijungia norima temperatūra. Litavimas turi būti atliekamas tiksliai išilgai jungčių krašto, o vieta, kur sujungiama armatūra, turi būti kaitinama degikliu.Suvirinant santechnikos komunikacijas, patogiausia dirbti su skarda, nes ji susigeria į metalą ir sutaupysite laiko kaitinant siūles;
Vamzdžius reikia lituoti ne ilgiau kaip 20 sekundžių, nes maksimali degiklio temperatūra viršija 1000 laipsnių. Būkite atsargūs, tam tikromis sąlygomis reikalingas žemos temperatūros suvirinimas, todėl patartina žinoti, kokio tipo vamzdžius turite;
Atlikus kanalizacijos surinkimą
Labai svarbu iš karto neužsukti vandens linijose, kitaip jungtis nespės atvėsti ir bus padengta įtrūkimais – tai neigiamai paveiks jungties sandarumą. Vidutinis vario aušinimo laikas yra nuo 30 minučių iki dviejų valandų.
Suvirinant varinius vamzdžius su nedideliu skersmens skirtumu, naudojama „kapiliarinio litavimo“ technologija. Tai leidžia prijungti atskirus ryšius su lituokliu, kurio skirtumas tarp jų yra iki 0,5 mm. Šiuo atveju lydmetalis užpildo tarpą tarp vamzdžių. Tai leidžia montuoti sistemą be siūlės. Technikoje naudojami kietieji lydmetaliai, kurie turi patobulintą apsauginę funkciją.
Didelė dalis litavimo sėkmės priklauso nuo naudojamo litavimo tipo. Dažniausiai variniai vamzdžiai suvirinami su sidabru, žalvariu ir alavu, kurių srautas yra didelis. Rečiau darbas atliekamas su aliuminiu.
Iš karto galite įsigyti ne tik varinių vamzdžių litavimo mašiną, bet ir plėtiklių bei jungiamųjų detalių komplektą, kurio prireiks vedant kanalizaciją be profesionalaus santechniko. Prieš pradedant darbą, patariame mokytis technologijų srityje arba bent pažiūrėti vaizdo įrašą.










Varinių detalių litavimo būdai
Varinių vamzdžių prijungimui naudojami tik du litavimo būdai.Kiekvienas iš jų naudojamas pagal dalies specifikaciją ir charakteristikas. Varinių vamzdžių litavimas „pasidaryk pats“ skirstomas į:
- Aukštoje temperatūroje jis kitaip vadinamas „kietu“. Temperatūros indikatorius šiuo režimu siekia 900 °. Ugniai atsparus lydmetalis leidžia pagaminti siūlę su dideliais stiprumo rodikliais, šis metodas naudojamas gaminant vamzdynus, kuriems taikoma didelė apkrova.
- Minkštas litavimo procesas atliekamas esant temperatūrai nuo 130°, jis naudojamas buityje dirbant su vamzdžiais, kurių skersmuo iki 1 cm. Technologija apima sujungimą sujungimo būdu, išankstinį apdorojimą fliuso pasta.
Darbo metu svarbu nepamiršti, kad degiklio skleidžiamos liepsnos galia gali siekti 1000 laipsnių. Todėl jungčių apdorojimas turi būti atliekamas ne ilgiau kaip 20 sekundžių.
Kaitinamas, minkštas lydmetalis pradeda tirpti ir užpildo jungtį.
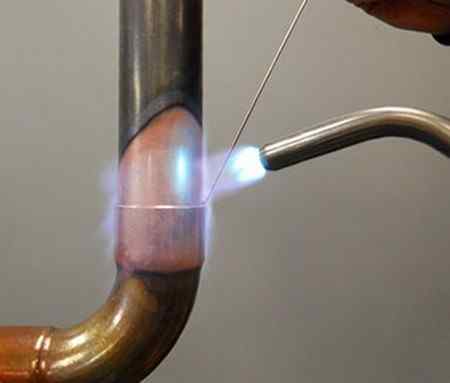
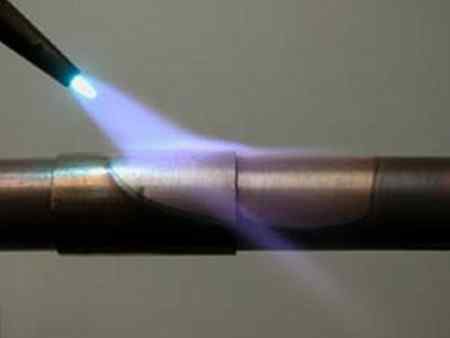
Aukštos temperatūros junginių savybės
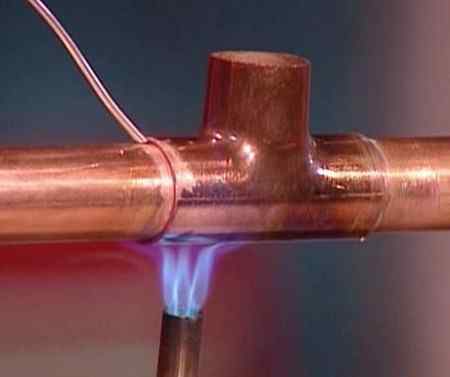
Aukštos temperatūros litavimo metodu metalas deginamas 700 ° C ir aukštesnėje temperatūroje, o tai prisideda prie metalo minkštėjimo. Litavimui naudojama liepsnos įranga, galinti išlydyti kietuosius lydmetalius. Lydmetalis susideda iš jų vario-fosforo sudėties, gaminamas strypų pavidalu. Varinių vamzdžių litavimo procesas nereiškia srauto naudojimo, laikantis veiksmų sekos, galima teisingai užpildyti jungtį.
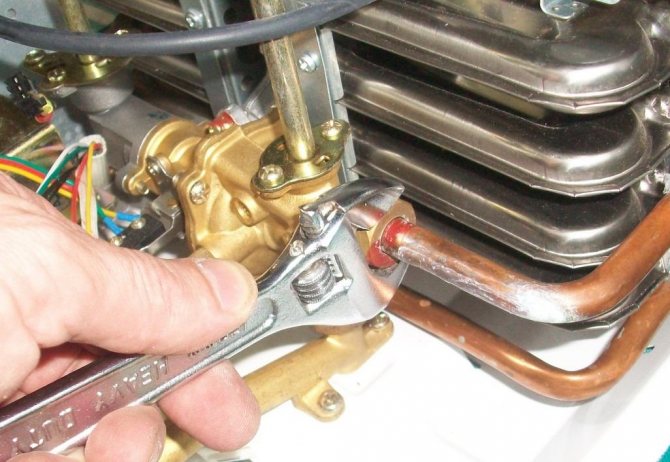
Aukštos temperatūros vario vamzdžio jungtis
Procesas prasideda, kai litavimo strypas ištirpsta, darbo etapai yra šie:
- po surinkimo sujungimo siūlė įšyla;
- į sandūrą tiekiamas kietasis lydmetalis, kurio minkštinimas atliekamas dujų degikliu;
- vizualiai patvirtinus, kad lituojamas ant metalo, reikia pasukti vamzdį, patikrinti sujungimą per visą perimetrą.
Pagrindiniai šio metodo privalumai – didelis varinių vamzdžių sujungimo stiprumas, esant poreikiui, galima keisti jungties skersmenį mažesne puse. Aukšta temperatūra darbo metu negali sugadinti siūlės. Kietasis litavimas reikalauja tam tikrų įgūdžių, eksploatacijos metu galimas perkaitimas, dėl kurio metalas sunaikinamas.
Kietasis litavimas
Kiekvienas procesas reikalauja atsakingo požiūrio į darbų atlikimą. Šildymui naudojamas propano arba benzino degiklis, kai naudojamas minkštas lydmetalis sujungiant varinius vamzdžius
Svarbu žinoti, kad degiklis su pjezo uždegimu žymiai sumažins darbo laiką, nepatartina pirkti brangių modelių be šios funkcijos.
Technologinis procesas
Procese svarbu naudoti kokybiškus priedus, flux pasta vaidina svarbų vaidmenį jungiant. Vienodas varinių vamzdžių dalių padengimas pasiekiamas naudojant minkštą šepetėlį, po užtepimo perteklius pašalinamas skudurėliu
Degiklio temperatūra gali siekti 900 laipsnių, lituojant svarbu nepersistengti gaminio, kitaip perkais.
Saugos priemonės lituojant varinius vamzdžius
Variniai vamzdžiai naudojami kaip skysčių laidininkai, turintys geras antikorozines savybes. Varinių vamzdžių montavimas negali būti atliekamas norint tiekti geriamąjį vandenį iš čiaupo. Varis liečiasi su chloru, kuris dedamas vandeniui valyti, ir gali sudaryti žmogaus organizmui kenksmingas medžiagas.Arteziniams šaltiniams šuliniai nėra pavojingi naudoti.










Vario litavimas su pirštinėmis
Svarbu naudoti kokybiškus įrankius, dirbti su pirštinėmis ir stebėti įrangos būklę. Metalo šilumos laidumas yra gana didelis, kaitinant vieną iš mazgų ir nesilaikant saugos priemonių, galima nusideginti
Aukštos kokybės siūlę galima gauti nesant išorinių veiksnių apkrovų pavidalu, kol jungtis visiškai atvės.
Minkšto litavimo instrukcijos
Dėmesio: vamzdžio kraštas ir pats vamzdis turi būti idealiai lygūs ir tiesūs – nuo to priklausys detalių tvirtinimo kokybė, todėl vamzdžiams pjauti geriausia naudoti vamzdžių pjaustytuvą
- Vamzdžių plėtikliu padidinkite jungiamosios detalės skersmenį, naudodamiesi nuožulna, nuvalykite vamzdžio kraštus.
- Armatūros vidų nupoliruokite šepetėliu, vamzdžio išorę – šepetėliu.
- Ant jungiamosios detalės ir vamzdžio teptuku užtepkite litavimo pasta - fliusą ir nedelsdami pritvirtinkite dalis, išvengdami bet kokio užteršimo.
- Litavimo degikliu švelniai pašildykite jungtį, judėdami per visą plokštumą. Gero apšilimo kriterijus yra pastos spalvos pasikeitimas.
- Užbaikite kaitinti jungiamas dalis, lituokite visą jungties paviršių. Litavimo vielos negalima liesti degiklio liepsna: lydmetalis turi ištirpti ant vario vamzdžio paviršiaus, būtent nuo jo temperatūros be ugnies įsikišimo.
- Palaukite natūralaus jungties atvėsimo – be jokių aušinimo priemonių.
- Likusią pastą nuo vamzdžių būtinai pašalinkite drėgna kempine. Jo poveikis reikalingas tik lituojant: ardo apsauginį vario pagrindo sluoksnį.
Dėmesio: dalys litavimo metu ir laikinai po jo turi būti gerai pritvirtintos, nes varinius vamzdžius galima lituoti tik nejudančius. Jungtis dalių tvirtinimo vietoje turi būti sandari ir lygi.
Patikrinti rezultatą bus galima tik tada, kai vamzdyne bus įjungtas pakankamas vandens slėgis, tačiau jei litavimas pavyko gerai, jungties patikimumas niekaip nesumažėja nuo vandens temperatūros, galimų slėgio kritimų ar nuo laiko iki laikas
Jungtis dalių tvirtinimo vietoje turi būti sandari ir lygi. Patikrinti rezultatą bus galima tik tada, kai vamzdyne bus įjungtas pakankamas vandens slėgis, tačiau jei litavimas pavyko gerai, jungties patikimumas niekaip nesumažėja nuo vandens temperatūros, galimų slėgio kritimų ar nuo laiko iki laikas.
Varinių vamzdžių tvirtinimas kitomis medžiagomis
Yra keletas svarbių niuansų, susijusių su galimybe sujungti varines konstrukcijas su gaminiais iš kitų metalų:
- Vario ir cinkuoto plieno tvirtinimas gali neigiamai paveikti cinkuoto plieno vamzdyno būklę: dėl cheminių cinko ir vario reakcijų pirmasis sunaikinamas.
- Varinės tvirtinimo detalės su plienu, plastiku ir žalvariu yra saugios ir nerūdija metalų.
Todėl jei yra poreikis tvirtinti varinius ir cinkuotus vamzdžius, tai tai galima padaryti tik žalvarinės jungiamosios detalės pagalba ir tik viena kryptimi: per vandens cirkuliaciją iš cinkuoto vamzdžio į varinį vamzdį.
Variniai vamzdžiai prie plastikinių arba plieninių vamzdžių tvirtinami tik žalvarinėmis stumdomomis jungtimis.Pagrindinis sistemos tvirtinimas atliekamas naudojant tvirtinimo žiedą ir jungiamosios detalės veržlę: jie prisukami standartiniu apsisukimų skaičiumi, nurodytu jungiamosios detalės techninėje padėtyje, ir eksploatacijos metu jie turi būti periodiškai tikrinami, ar nėra galimų nuotėkių. arba atsipalaidavimas.
Mitai apie varinius vamzdynus
Dėl vario, kaip dujų, vandens tiekimo ir šildymo sistemų medžiagos, trūkumo šiuolaikinis buitinis vartotojas turi tam tikrą nepasitikėjimą šiuo metalu. Yra du mitai:
- Variniai vamzdžiai yra pavojingi, kai liečiasi su chloruotu vandeniu. Žinoma, varis, pradėdamas reakciją su chloro elementais, oksiduojasi, tačiau vamzdyno viduje atsiradusi plėvelė, priešingai, apsaugo vamzdžius nuo įvairių cheminių veiksmų ir yra visiškai saugi žmogaus organizmui.
- Variniai vamzdynai yra brangūs ir nepraktiški, nepaisant didelių sąnaudų. Nepraktiškumas paaiškinamas tikėtinu vamzdžių išorinės pusės oksidacija, tuo tarpu viduje oksiduojasi ir variniai vamzdžiai, tačiau jie visiškai atsparūs korozijai. Brangesnę varinių vamzdžių kainą daugiau nei padengia medžiagų ilgaamžiškumas ir paprastas montavimas „pasidaryk pats“.
Tačiau tokius mitus gali sugriauti tik ilgametė praktika. Ne veltui šis metalas buvo naudojamas santechnikos sistemose prieš kelis šimtmečius, o iki šiol varis turi pelnytą pripažinimą Europos šalyse. Dėl nesudėtingo montavimo ir medžiagų kokybės variniai vamzdžiai buitinei santechnikai yra labiau tinkami ir tikrai ras naujų gerbėjų mūsų šalyje.





![Varinių vamzdžių litavimas „pasidaryk pats“ [degiklio pasirinkimas, vaizdo įrašas, patarimai]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Kaip pasirinkti tinkamą lydmetalį?
Teisingai parinktas lydmetalis padės be didelių pastangų organizuoti bet kokio sudėtingumo ryšio sistemą. Kalbant apie darbą namuose, turėtumėte naudoti medžiagą, kuri tirpsta žemoje temperatūroje.
Aukštos temperatūros kietai tirpstančių elementų naudojimas kasdieniame gyvenime yra problemiškas, nes tam reikia kaitinti darbinį lydinį iki 600–900 laipsnių. Tai pasiekti be specialios įrangos yra gana sunku.
Maistinio vario litavimas gali būti atliekamas specialiais lydmetaliais, kuriuose nėra toksiškų, nuodingų ir agresyvių elementų, galinčių pakenkti sveikatai
Metalų ir jų darinių, kurie lydosi aukštoje temperatūroje, naudojimas yra susijęs su tam tikra rizika. Apdorojimo metu jie gali pažeisti ar net perdegti per plonasienį varinį vamzdį.
Kad taip neatsitiktų, prasminga paimti tvirtą, bet mažai tirpstantį minkštą lydmetalą, o tvirtą variantą palikti storasienėms varinėms komunikacijoms.
Kai nesitikima didelių sistemos apkrovų, visai nebūtina naudoti lydmetalio su aukštu tirpimu, nebent reikalaujama kitaip. Pagrindiniuose buitiniuose kompleksuose patikimam ryšiui sukurti visiškai pakanka minkšto lengvojo lydmetalio.
Varinių vamzdžių prijungimui dujų tinkluose verta rinktis sidabro turinčius lydmetalius. Jie užtikrina maksimalų jungties tvirtumą, vibracijos neutralumą ir didelį atsparumą išoriniams ir vidiniams poveikiams.
Mokėti už sidabrą kainuos šiek tiek daugiau, tačiau sistemos saugumas, patikimumas ir ilgaamžiškumas laikui bėgant atsipirks visas finansines išlaidas.
Aukšto slėgio rišimo suspaudimo jungtys
Sukibimo užspaudimo technologijos pažanga ir O-žiedų medžiagų kūrimas leido pritaikyti klijavimo užspaudimus aukšto slėgio sistemoms. Tačiau aukšto slėgio sistemoms reikalingos šiek tiek kitokios presavimo žandikaulio konfigūracijos.
Jungiamojo mazgo gamybos naudojant 360º dvigubo suspaudimo techniką rezultatas
Žemo slėgio, technologinių ir nemedicininių suslėgtų dujų linijų suspaudimo jungtys naudoja vieną standartinę šešiakampę suspaudimo formą.
Didesnio slėgio klijavimui reikia naudoti specialiai sukurtas presuojamas jungtis ir veržiamuosius žandikaulius, kad būtų užtikrintas 360° dvigubas jungiamosios detalės užspaudimas.
4 būdas: jungties jungtis
Išskirtinis įspaudžiamo surinkimo metodo bruožas yra tas, kad montavimui nereikia papildomų įrankių, degiklių, specialių kuro dujų ar elektros. Surinkimą užtikrina integruotas elastomero sandariklis ir nerūdijančio plieno rankenos žiedas.
Patogus visais atžvilgiais ir gana praktiškas eksploatacijai, mazgo surinkimo būdas įdedant spaudžiant (stumiamas prijungimas)
Tipiniai slėgio ir temperatūros intervalai įspaudžiamiems mazgams pateikti lentelėje:
| Surinkimo tipas | Slėgio diapazonas, kPa | Temperatūros diapazonas, ºC |
| Įstumiamas įterpimas, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plius 120 |
Yra du paplitę tokio tipo jungiamųjų detalių tipai. Abi galimybės sukuria tvirtus, patikimus mazgų mazgus.Tačiau nors vieno tipo įstumiama jungtis leidžia lengvai nuimti mazgą sumontavus, pvz., sistemos priežiūrai, kitas šios konfigūracijos nepalaiko. Šiuo metu jungiamosios detalės skiriasi viena nuo kitos.








Įstumiamųjų jungčių jungiamųjų detalių tipai: kairėje - sulankstoma konstrukcija; dešinėje - neatskiriamas dizainas
Prieš surenkant agregatą, reikia atlikti visas parengiamąsias procedūras su variniu vamzdžiu, kaip jau aprašyta aukščiau
Čia ypatingas dėmesys turėtų būti skiriamas nuožulniojo varinio vamzdžio galo valymui švitriniu popieriumi, nailoniniu abrazyviniu audiniu arba higieniniu audiniu. Šie veiksmai užtikrina sandarinimo tarpiklio vientisumą vario vamzdžio įkišimo į jungiamosios detalės korpusą metu.
Surinkimas apima standaus stūmimo, tuo pačiu metu sukimo judesio, nukreipto į armatūrą, vykdymą. Varinio vamzdžio judėjimas jungiamosios detalės viduje atliekamas tol, kol varinis vamzdis atsiremia į jungiamosios detalės taurės galą. Šis momentas dažniausiai nurodomas iš anksto padaryta įterpimo gylio žyma ant vario paviršiaus.
Informacijos pagalba: Cooper